chap 6 solns - auto recycling denver manual - materials... · factors that influence the mechanical...
TRANSCRIPT
CHAPTER 15
CHARACTERISTICS, APPLICATIONS, AND PROCESSING OF POLYMERS
PROBLEM SOLUTIONS
Stress-Strain Behavior
15.1 From the stress–strain data for poly(methyl
methacrylate) shown in Figure 15.3, determine the
modulus of elasticity and tensile strength at room temperature [20°C (68°F)] , and compare these values with those
given in Table 15.1.
Solution
From Figure 15.3, the elastic modulus is the slope in the
elastic linear region of the 20°C curve, which is
E =D (stress)
D (strain)=
30 MPa -
0 MPa
9 ´
10-
3 -
0=
3.3 GPa
(483,
000 psi)
The value range cited in Table 15.1 is 2.24 to 3.24 GPa (325,000 to 470,000 psi). Thus, the plotted value is a little on
the high side.
The tensile strength corresponds to the stress at which the curve ends, w
hich is 52 MPa (7500 psi). This
value lies within the range cited in Table 15.1—
48.3 to 72.4 MPa (7000 to 10,500 psi).

15.2 Compute the elastic moduli for the following polymers, whose stress-strain behaviors may be
observed in the “Tensile Tests” module of Virtual Materials Science and Engineering (VMSE): (a) high-density
polyethylene, (b) nylon, and (c) phenol-formaldehyde (bakelite). How do these values compare with those
presented in Table 15.1 for the same polymers?
Solution
The elastic modu
lus is the slope in the linear elastic region (Equation 6.10) as
E =D s
D e=
s
2 - s
1
e
2 - e
1
Since all the stress-strain curves pass through the origin, we make take s
1
= 0 and e
1
= 0. Determinations of s
2 and e
2
are possible by moving the cursor to some arbitrary point in the linear region of the curve and then reading
corresponding values in the “Stress” and “Strain” windows that are located below the plot.
(a) For high-density polyethylene, we selected s
2
= 6.0 MPa with its corresponding e
2
= 0.0152. Therefore,
E = s
2 - s
1
e
2 - e
1
=
6.
0 MPa -
0 MPa
0.
0152 -
0 =
395 MPa =
0.
395 GPa
The elastic modulus (average) for high-
density polyethylene given in Table 15.1 is 1.08 GPa, which is
significantly higher than this value.
(b) For nylon, we selected s
2
= 24.3 MPa with its corresponding e
2
= 0.0085. Therefore,
E = s
2 - s
1
e
2 - e
1
=
24.
3 MPa -
0 MPa
0.
0085 -
0 =
2860 MPa =
2.
86 GPa
7KH HODVWLF P RGXOXV UDQJ H IRU Q\ ORQ J LYHQ LQ 7DEOH LV *3D WR *3D WKHUHIRUH WKH YDOXH IRU
the VMSE nylon lies within this range.
(c) For phenol-formaldehyde (bakelite), we selected s
2
= 33.0 MPa with its corresponding e
2
= 0.0068.
Therefore,
E = s
2 - s
1
e
2 - e
1
=
33.
0 MPa -
0 MPa
0.
0068 -
0 =
4850 MPa =
4.
85 GPa
The elastic modulus range for the phenol-
IRUP DOGHK\ GH J LYHQ LQ 7DEOH LV *3D WR *3D
therefore, this value for the VMSE phenol-formaldehyde lies just above the maximum value for this range.
15.3 For the nylon polymer, whose stress strain behavior may be observed in the “Tensile Tests” module
of Virtual Materials Science and Engineering (VMSE), determine the following:
(a) the yield strength, and
(b) the approximate ductility, in percent elongation.
How do these values compare with those for the nylon material presented in Table 15.1?
Solution
(a) The yield strength corresponds to the first maximum (just beyond the initial linear-elastic region) of the
stress-strain curve. This reading in the stress window located below the plot as the curser point is dragged along the
stress-
strain curve is 84 MPa.
(b) The approximate percent elongation corresponds to the strain at fracture multiplied by 100 (i.e., 44.5%)
minus the maximum elastic strain (i.e., value of strain at which the linearity of the curve ends multiplied by 100—in
WKLV FDVH DERXW WKLV J LYHV D YDOXH RI DERXW ( /
For nylon 6,6, the range of values of yield strength presented in Table 15.1 is
0 3D WR 0 3D
therefore, the value for the VMSE
nylon lies slightly above the upper value. The ductility range for nylon 6,6 is
( / WR ( / WKHUHIRUH RXU YDOXH ( / OLHV ZLWKLQ WKLV UDQJ H
15.4 For the phenol-formaldehyde (Bakelite) polymer, whose stress strain behavior may be observed in
the “Tensile Tests” module of Virtual Materials Science and Engineering (VMSE), determine the following:
(a) the tensile strength, and
(b) the approximate ductility, in percent elongation.
How do these values compare with those for the phenol-
formaldehyde material presented in Table 15.1?
Solution
(a) The tensile strength corresponds to the stress at which fracture occurs. This reading in the stress
window located below the plot as the curser point is dragged along the stress-
strain curve is 52 MPa.
(b) The approximate percent elongation corresponds to the strain at fracture multiplied by 100 (i.e., 1.29%)
minus the maximum elastic strain (i.e., value of strain at which the linearity of the
curve ends multiplied by 100—in
WKLV FDVH DERXW WKLV J LYHV D YDOXH RI DERXW ( /
For phenol-
formaldehyde, the range of values of tensile strength presented in Table 15.1 is 34.5 MPa to 62.1
MPa; therefore, the value for the VMSE
material (52 MPa) lies within this range. The ductility range for phenol-
IRUP DOGHK\ GH LV ( / WR ( / WKHUHIRUH RXU YDOXH ( / OLHV EHORZ WKH ORZHU OLP LW
Viscoelastic Deformation
15.5 In your own words, briefly describe the phenomenon of viscoelasticity.
The explanation of viscoelasticity is given in Section 15.4.

15.6 For some viscoelastic polymers that are subjected to stress relaxation tests, the stress decays with
time according to
s(t) = s
(0) exp -t
t
æ
è ç
ö
ø ÷
(15.10)
where σ(t) and σ(0) represent the time-
dependent and initial (i.e., time = 0) stresses, respectively, and t and τ
denote elapsed time and the relaxation time; τ is a time-independent constant characteristic of the material. A
specimen of some viscoelastic polymer the stress relaxation
of which obeys Equation 15.10 was suddenly pulled in
WHQVLRQ WR D P HDVXUHG VWUDLQ RI WKH VWUHVV QHFHVVDU\ WR P DLQWDLQ WKLV FRQVWDQW VWUDLQ ZDV P HDVXUHG DV D
function of time. Determine Er
(10) for this material if the initial stress level was 2.76 MPa
(400 psi), which dropped
to 1.72 MPa (250 psi) after 60 s.
Solution
This problem asks for a determination of the relaxation modulus of a viscoelastic material, which behavior is
according to Equation 15.10--i.e.,
s(t) = s
(0) exp -t
t
æ
è ç
ö
ø ÷
We want to determine s
(10), but it is first necessary to compute t from the data provided in the problem statement.
Thus, solving for t from the above expression,
t =- t
lns(t)
s(
0)
é
ë ê
ù
û ú
=-
60 s
ln
1.
72 MPa
2.
76 MPa
é
ë ê ù
û ú
=
127 s
Therefore,
s
(10) =
(2.76 MPa) exp -
10 s
127 s
æ
è ç
ö
ø ÷ =
2.55 MPa
Now, using Equation 15.1
Er
(10) =s (
10)
e
0
=
2.
55 MPa
0.
6=
4.25 MPa
(616 psi)
15.7
In Figure 15.28, the logarithm of Er(t) versus the logarithm of time is plotted for polyisobutylene at a
variety of temperatures. Make a plot of Er
(10) versus temperature and then estimate its Tg.
Solution
Below is plotted the logarithm of Er
(10) versus temperature.
The glass-transition temperature is that temperature corresponding to the abrupt decrease in log Er
(10), which for
this polyisobutylene material is about -
60°C.

15.8
On the basis of the curves in Figure 15.5, sketch schematic strain–time plots for the following
polystyrene materials at the specified temperatures:
(a)
Amorphous at 120°C
(b)
Crosslinked at 150°C
(c)
Crystalline at 230°C
(d) Crosslinked at
50°C
Solution
(a) Amorphous polystyrene at 120°
C behaves a rubbery material (Figure 15.8, curve C); therefore, the strain-
time behavior would be as Figure 15.5c.
(b) Crosslinked polystyrene at 150°
C behaves as a viscoelastic material (Figure 15.8, curve B); therefore, the
strain-
time behavior will be as Figure 15.5c.
(c) Crystalline polystyrene at 230°
C behaves as a viscous liquid (Figure 15.8, curve A); therefore, the strain-
time behavior will be as Figure 15.5d.
(d) Crosslinked polystyrene at 5
0°
C behaves in a glassy manner (Figure 15.8, curve B); therefore, the strain-
time behavior will be as Figure 15.5b.
15.9 (a) Contrast the manner in which stress relaxation and viscoelastic creep tests are conducted.
(b) For each of these tests, cite the experimental parameter of interest and how it is determined.
Solution
(a) Stress relaxation tests are conducted by rapidly straining the material elastically in tension, holding the
strain level constant, and then measuring the stress as a function of time. For viscoelastic creep tests, a stress
(usually tensile) is applied instantaneously and maintained constant while strain is measured as a function of time.
(b) The experimental parameters of interest from the stress relaxation and viscoelastic creep tests are the
relaxation modulus and creep modulus (or creep compliance), respectively. The relaxation modulus is the ratio of
VWUHVV P HDVXUHG DIWHU V DQG VWUDLQ ( TXDWLRQ FUHHS P RGXOXV LV WKH UDWLR RI VWUHVV DQG VWUDLQ WDNHQ DW D
specif
ic time (Equation 15.2).
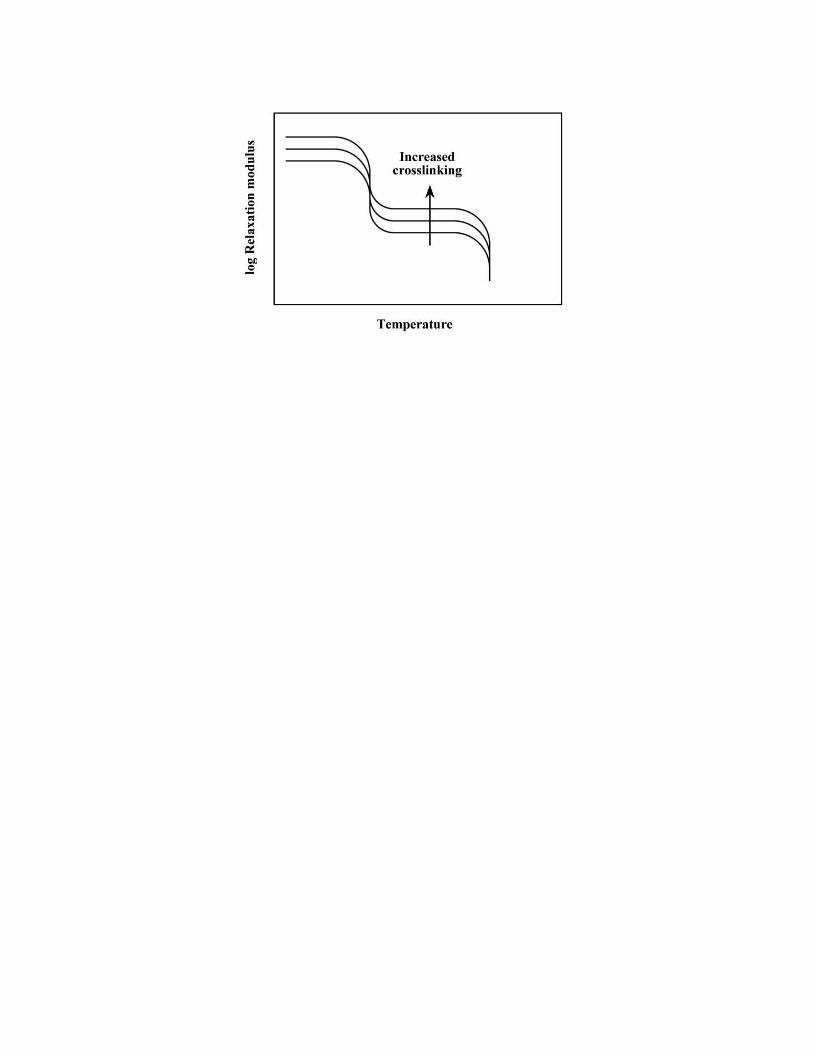
15.10 Make two schematic plots of the logarithm of relaxation modulus versus temperature for an
amorphous polymer (curve C in Figure 15.8).
(a) On one of these plots demonstrate how the behavior changes with increasing molecular weight.
(b) On the other plot, indicate the change in behavior with increasing crosslinking.
Solution
(a) This portion of the problem calls for a plot of log Er
(10) versus temperature demonstrating how the
behavior changes with increased molecular weight. Such a plot is given below. Increasing molecular weight
increases both glass-transition and melting temperatures.
(b) We are now called upon to make a plot of log Er
(10) versus temperature demonstrating how the
behavior changes with increased crosslinking. Such a plot is given below. Increasing the degree of crosslinking will
increase the modulus in both glassy and rubbery regions.
Fracture of Polymers
Miscellaneous Mechanical Considerations
15.11 For thermoplastic polymers, cite five factors that favor brittle fracture.
Solution
For thermoplastic polymers, five factors that favor brittle fracture are as follows: (1) a reduction in
temperature, (2) an increase in strain rate, (3) the presence of a sharp notch, (4) increased sp
ecimen thickness, and (5)
modifications of the polymer structure.
15.12 (a)
Compare the fatigue limits for polystyrene (Figure 15.11) and the cast iron for which fatigue
data are given in Problem 8.20.
(b)
Compare the fatigue strengths at 10
6 cycles fo
r poly(ethylene terephthalate) (PET, Figure 15.11) and
red brass (Figure 8.34).
Solution
(a) The fatigue limits for polystyrene and the cast iron are 10.5 MPa (1500 psi) and 193 MPa (28,000 psi),
respectively.
(b) At 10
6 cycles, the fatigue strengths
of PET and red brass are 15 MPa (2175 psi) and 115 MPa (16,700 psi
), respectively.
Deformation of Semicrystalline Polymers
15.13 In your own words, describe the mechanisms by which semicrystalline polymers (a) elastically
deform and (b) plastically deform, and (c) by which elastomers elastically deform.
(a) and (b) The mechanisms by which semicrystalline polymers elastically and plastically deform are
described in Section 15.7.
(c) The explanation of the mechanism by which elastomers elastically
deform is provided in Section 15.9.
Factors That Influence the Mechanical Properties of Semicrystalline
Polymers
Deformation of Elastomers
15.14 Briefly explain how each of the following influences the tensile modulus of a semicrystalline
polymer and why:
(a) Molecular weight
(b) Degree of crystallinity
(c) Deformation by drawing
(d) Annealing of an undeformed material
(f) Annealing of a drawn material
Solution
(a) The tensile modulus is not directly influenced by a polymer's molecular weight.
(b) Tensile modulus increases with increasing degree of crystallinity for semicrystalline polymers. This is
due to enhanced secondary interchain bonding which results from adjacent aligned chain segments as percent
crystallinity increases. This enhanced interchain bonding inhibits relative interchain motion.
(c) Deformation by drawing also increases the tensile modulus. The reason for this is that drawing
produces a highly oriented molecular structure, and a relatively high degree of interchain secondary bonding.
(d) When an undeformed semicrystalline polymer is annealed below its melting temperature, the tensile
modulus increases.
(e) A drawn semicrystalline polymer that is annealed experiences a decrease in tensile modulus as a result of
a reduction in chain-induced crystallinity, and a reduction in interchain bonding forces.
15.15 Briefly explain how each of the following influences the tensile or yield strength of a semicrystalline
polymer and why:
(a) Molecular weight
(b) Degree of crystallinity
(c) Deformation by drawing
(d) Annealing of an undeformed material
Solution
(a) The tensile strength of a semicrystalline polymer increases with increasing molecular weight. This effect
is explained by increased chain entanglements at higher molecular weights.
(b) Increasing the degree of crystallinity of a semicrystalline polymer leads to an enhancement of the tensile
strength. Again, this is due to enhanced interchain bonding and forces; in response to applied stresses, interchain
motions are thus inhibited.
(c) Deformation by drawing increases the tensile strength of a semicrystalline polymer. This effect is due to
the highly oriented chain structure that is produced by drawing, which gives rise to higher interchain secondary
bonding forces.
(d) Annealing an undeformed semicrystalline polymer produces an increase in its tensile strength.
15.16 Normal butane and isobutane have boiling temperatures of –
0.5 and –
12.3°C (31.1 and 9.9°F),
respectively. Briefly explain this behavio
r on the basis of their molecular structures, as presented in Section 14.2.
Solution
Normal butane has a higher melting temperature as a result of its molecular structure (Section 14.2). There is
more of an opportunity for van der Waals bonds to form between two molecules in close proximity to one another
than for isobutane because of the linear nature of each normal butane molecule.

15.17 The tensile strength and number-average molecular weight for two poly(methyl methacrylate)
materials are as follows:
Tensile Strength
(MPa) Number-Average
Molecular Weight (g/mol)
107
40,000
170
60,000
Estimate the tensile strength at a number-
average molecular weight of 30,000 g/mol.
Solution
This problem gives us the tensile strengths and associated number-average molecular weights for two
poly(methyl methacrylate) materials and then asks that we estimate the tensile strength for
M n
= 30,000 g/mol.
Equation 15.3 cites the dependence of the tensile strength on
M n. Thus, using the data provided in the problem
statement, we may set up two simultaneous equations from which it is possible to solve for the two constants TS
and A. These equations are as follows:
107 MPa = TS¥ -A
40,
000 g /mol
170 MPa = TS¥ -A
60,
000 g /mol
Thus, the values of the two constants are: TS
= 296 MPa and A
= 7.56 ´
10
6 MPa-g/mol. Substituting these values
into Equation 15.3 for
M n
= 30,000 g/mol leads to
TS = TS¥ -A
30,
000 g /mol
=
296 MPa -
7.
56 ´
10
6 MPa - g /mol
30,
000 g /mol
= 44 MPa

15.18 The tensile strength and number-average molecular weight for two polyethylene materials are as
follows:
Tensile Strength (MPa)
Number-Average Molecular Weight (g/mol)
85
12,700
150
28,500
Estimate the number-average molecular weight that is required to give
a tensile strength of 195 MPa.
Solution
This problem gives us the tensile strengths and associated number-average molecular weights for two
polyethylene materials and then asks that we estimate the
M n that is required for a tensile
strength of 195 MPa.
Equation 15.3 cites the dependence of the tensile strength on
M n. Thus, using the data provided in the problem
statement, we may set up two simultaneous equations from which it is possible to solve for the two constants TS
and A. These equations are as follows:
85 MPa = TS¥ -A
12,
700 g /mol
150 MPa = TS¥ -A
28,
500 g /mol
Thus, the values of the two constants are: TS
= 202 MPa and A
= 1.489 ´
10
6 MPa-g/mol. Solving for
M n in
Equation 15.3 and substituting TS
= 195 MPa as well as the above values for TS
and A leads to
M n =A
TS¥ - TS
=
1.
489 ´
10
6 MPa - g /mol
202 MPa -
195 MPa=
213,
000 g/mol
15.19
For each of the following pairs of polymers, do the following: (1) state whether or not it is possible
to decide whether one polymer has
D KLJ KHU WHQVLOH P RGXOXV WKDQ WKH RWKHU LI WKLV LV SRVVLEOH QRWH ZKLFK KDV
WKH KLJ KHU WHQVLOH P RGXOXV DQG WKHQ FLWH WKH UHDVRQ V IRU \ RXU FKRLFH DQG LI LW LV QRW SRVVLEOH WR GHFLGH WKHQ
state why.
(a) Random acrylonitrile-butadiene copolymer
ZLWK RI SRVVLEOH VLWHV FURVVOLQNHG DOWHUQDWLQJ
acrylonitrile-
butadiene copolymer with 5% of possible sites crosslinked
(b)
%UDQFKHG DQG V\ QGLRWDFWLF SRO\ SURS\ OHQH ZLWK D GHJ UHH RI SRO\ P HUL]DWLRQ RI OLQHDU DQG
isotactic polypropylene with a deg
ree of polymerization of 3000
(c) Branched polyethylene with a number-
DYHUDJ H P ROHFXODU ZHLJ KW RI J P RO OLQHDU DQG
isotactic poly(vinyl chloride) with a number-
average molecular weight of 200,000 g/mol
Solution
For each of four pairs of polyme
rs, we are to do the following: (1) determine whether or not it is possible to decide
ZKLFK KDV WKH KLJ KHU WHQVLOH P RGXOXV LI VR QRWH ZKLFK KDV WKH KLJ KHU WHQVLOH P RGXOXV DQG WKHQ VWDWH WKH
UHDVRQV IRU WKLV FKRLFH DQG LI LW LV QRW SRVVLEOH to decide, then state why.
(a) No, it is not possible. The random acrylonitrile-butadiene copolymer will tend to a lower degree of
crystallinity than the alternating acrylonitrile-butadiene copolymer inasmuch as random copolymers don’t normally
crystallize. On this basis only, the alternating material would have a higher modulus inasmuch as tensile modulus
increases with degree of crystallinity. On the other hand, the random copolymer has a higher degree of crosslinking
(10% versus 5% for the alternating copolymer), and, on this basis only would have the higher tensile modulus—an
increase in crosslinking leads to an increase in E. Thus, this determination is not possible; with regard to degree of
crystallinity the alternating material has the higher E, whereas the random copolymer would have a higher E value on
the basis of degree of crosslinking.
(b) Yes, it is possible. The linear and isotactic polypropylene will have a greater tensile modulus. Linear
polymers are more likely to crystallize that branched ones. The likelihood of crystallization for both syndiotactic and
isotactic polypropylene is about the same, and, therefore, degree is crystallization is not a factor. Furthermore, tensile
modulus is relatively insensitive to degree of polymerization (i.e., molecular weight)—the fact that branched PP has
the higher molecular weight is not important.
(c) No, it is not possible. Linear polymers have higher degrees of crystallization (and higher tensile moduli)
than branched polymers—on this basis, the PVC material should have the higher value of E. On the other hand, PVC
has a more complex repeat unit structure than does polyethylene, which means that, on this basis, the PE would have
a higher degree of crystallinity and also a greater tensile modulus. Also, tensile modulus is relatively independent of
number-average molecular weight. Therefore, this determination is not possible since it is not possible to determine
which of the two materials has the greater degree of crystallinity.
15.20
For each of the following pairs of polymers, do the following: (1) state whether or not it is possible
WR GHFLGH ZKHWKHU RQH SRO\ P HU KDV D KLJ KHU WHQVLOH VWUHQJ WK WKDQ WKH RWKHU LI WKLV LV SRVVLEOH QRWH ZKLFK KDV
the higher tensile strength and then
FLWH WKH UHDVRQ V IRU \ RXU FKRLFH DQG LI LW LV QRW SRVVLEOH WR GHFLGH WKHQ
state why.
(a) Syndiotactic polystyrene having a number-
DYHUDJ H P ROHFXODU ZHLJ KW RI J P RO DWDFWLF
polystyrene having a number-
average molecular weight of 500,000 g/mol
(b) Random acrylonitrile-
EXWDGLHQH FRSRO\ P HU ZLWK RI SRVVLEOH VLWHV FURVVOLQNHG EORFN
acrylonitrile-
butadiene copolymer with 5% of possible sites crosslinked
(c) Network polyester; lightly branched polypropylene
Solution
For each of three pa
irs of polymers, we are to do the following: (1) determine whether or not it is possible to
GHFLGH ZKLFK KDV WKH KLJ KHU WHQVLOH VWUHQJ WK LI LW LV SRVVLEOH WKHQ QRWH ZKLFK KDV WKH KLJ KHU WHQVLOH VWUHQJ WK DQG
then state the reasons for this choice;
and (3) if it is not possible to decide, to state why.
(a) Yes it is possible. The syndiotactic polystyrene has the higher tensile strength. Syndiotactic polymers
are more likely to crystallize than atactic ones; the greater the crystallinity, the higher the tensile strength.
Furthermore, the syndiotactic also has a higher molecular weight; increasing molecular weight also enhances the
strength.
(b) No it is not possible. The random acrylonitrile-butadiene copolymer has more crosslinking; increased
crosslinking leads to an increase in strength. However, the block copolymeric material will most likely have a higher
degree of crystallinity; and increasing crystallinity improves the strength.
(c) Yes it is possible. The network polyester will display a greater tensile strength. Relative chain motion is
much more restricted than for the lightly branched polypropylene since there are many more of the strong covalent
bonds for the network structure.

15.21 Would you expect the tensile strength of polychlorotrifluoroethylene to be greater than, the same as,
or less than that of a polytetrafluoroethylene specimen having the same molecular weight and degree of
crystallinity? Why?
Solution
The strength of a polychlorotrifluoroethylene having the repeat unit structure
will be greater than for a polytetrafluoroethylene having the same molecular weight and degree of crystallinity. The
replacement of one fluorine atom within the PTFE repeat unit with a chlorine atom leads to a higher interchain
at
traction, and, thus, a stronger polymer. Furthermore, poly(vinyl chloride) is stronger than polyethylene (Table 15.1)
for the same reason.

15.22 For each of the following pairs of polymers, plot and label schematic stress–strain curves on the
same graph [i.e., make separate plots for parts (a), (b), and (c)] .
(a) Isotactic and linear polypropylene having a weight-
DYHUDJ H P ROHFXODU ZHLJ KW RI J P RO
atactic and linear polypropylene having a weight-
average molecular weight of 100,000 g/mol
(b) Bra
QFKHG SRO\ YLQ\ O FKORULGH KDYLQJ D GHJ UHH RI SRO\ P HUL]DWLRQ RI KHDYLO\ FURVVOLQNHG
poly(vinyl chloride) having a degree of polymerization of 2000
(c) Poly(styrene-butadiene) random copolymer having a number-
average molecular weight of 100,000
g/mol
and 10% of the available sites crosslinked and tested at 20°C; poly(styrene-butadiene) random copolymer
having a number-
average molecular weight of 120,000 g/mol and 15% of the available sites crosslinked and
tested at -
85°C. Hint: poly(styrene-butadiene) copolymers may exhibit elastomeric behavior.
Solution
(a) Shown below are the stress-strain curves for the two polypropylene materials. These materials will
display the stress-strain behavior of a normal plastic, curve B
in Figure 15.1. However, the isotactic/linear will have a
higher degree of crystallinity (since isotactic are more likely to crystallize than atactic/linear), and therefore, will have
a higher tensile modulus and strength. Furthermore, the isotactic/linear also has a higher molecular weight which
also leads to an increase in strength.
(b) Shown below are the stress-strain curves for the two polyvinyl chloride materials. The branched PVC
will probably display the stress-strain behavior of a plastic, curve B
in Figure 15.1. However, the heavily crosslinked
PVC will undoubtedly have a higher tensile modulus, and, also a higher strength, and will most likely fail in a brittle
manner--as curve A
) LJ XUH WKHVH DUH WKH W\ SLFDO FKDUDFWHULVWLFV RI D KHDYLO\ FURVVOLQNHG SRO\ P HU
(c) Shown below are the stress-strain curves for the two poly(styrene-butadiene) random copolymers. The
copolymer tested at 20°C will display elastomeric behavior (curve C
of Figure 15.1) inasmuch as it is a random
copolymer that is lightly crosslinked; furthermore, the temperature of testing is above its glass transition
temperature. On the other hand, since -
85°C is below the glass transition temperature of the poly(styrene-butadiene)
copolymer, the stress-strain behavior under these conditions is as curve A
of Figure 15.1.

15.23 List the two molecular characteristics that are essential for elastomers.
Solution
Two molecular characteristics essential for elastomers are: (1) they must be amorphous, having chains that
are extensively coiled
DQG NLQNHG LQ WKH XQVWUHVVHG VWDWH DQG WKHUH P XVW EH VRP H FURVVOLQNLQJ
15.24 Which of the following would you expect to be elastomers and which thermosetting polymers at
room temperature? Justify each choice.
(a) Epoxy having a network structure
(b) Lightly crosslinked poly(styrene-butadiene) random copolymer that has a glass-transition
temperature of -
50°C
(c) Lightly branched and semicrystalline polytetrafluoroethylene that has a glass-transition temperature
of -
100°C
(d) Heavily crosslinked poly(ethylene-propylene) random copolymer that has a glass-transition
temperature of 0°C
(e) Thermoplastic elastomer that has a glass-
transition temperature of 75°C
Solution
This question asks us to choose from a list of materials those that would be expected to be elastomers and
those that would be thermosetting polymers.
(a) Epoxy having a network structure will be a thermoset polymer since it has a network structure. It would
not be an elastomer since it does not have a crosslinked chain structure.
(b) A lightly crosslinked poly(styrene-butadiene) random copolymer that has a glass-transition temperature
of -
50°
C will be an elastomer since it 1) is a random copolymer, 2) is lightly crosslinked, and 3) is being used at a
temperature above its glass transition. All three of these criteria are requisites for an elastomer.
(c) Lightly branched and semicrystalline PTFE would be neither an elastomer nor a thermoset. It is not
crosslinked nor does it have a network structure.
(d) A heavily crosslinked poly(ethylene-propylene) random copolymer would be a thermoset inasmuch as it
is heavily crosslinked.
(e) A thermoplastic elastomer that has a glass-
transition temperature of 75°C is neither an elastomer nor a
thermoset. Since it is a thermoplastic it is not a thermoset. Furthermore, room temperature is below its glass-
transition temperature, and, therefore, it will not display elastomeric behavior.
15.25 Ten kilogram of pol
ybutadiene is vulcanized with 4.8 kg sulfur. What fraction of the possible
crosslink sites is bonded to sulfur crosslinks, assuming that, on the average, 4.5 sulfur atoms participate in each
crosslink?
Solution
This problem asks that we compute the fr
action of possible crosslink sites in 10 kg of polybutadiene when
4.8 kg of S is added, assuming that, on the average, 4.5 sulfur atoms participate in each crosslink bond. Given the
butadiene repeat unit in Table 14.5, we may calculate its molecular weight as follows:
A
(butadiene) = 4(AC
) + 6(AH
)
= (4)(12.01 g/mol) + 6(1.008 g/mol) = 54.09 g/mol
Which means that in 10 kg of butadiene there are
10,
000 g
54.
09 g/mol =
184.9 mol = nbuta.
For the vulcanization polybutadiene, there are two possible crosslink sites per repeat unit--one for each of
the two carbon atoms that are doubly bonded. Furthermore, each of these crosslinks forms a bridge between two
repeat units. Therefore, we can say that there is the equivalent of one crosslink per repeat unit. Let us now calculate
the number of moles of sulfur (nsulfur) that react with the butadiene, by taking the mole ratio of sulfur to butadiene,
DQG WKHQ GLYLGLQJ WKLV UDWLR E\ DWRP V SHU FURVVOLQN WKLV \ LHOGV WKH IUDFWLRQ RI SRVVLEOH VLWHV WKDW DUH FURVVOLQNHG
Thus
nsulfur =
4800 g
32.
06 g /mol=
149.7 mol
And
fraction sites crosslinked =
nsulfur
nbuta
4.5 =
149.
7 mol
184.
9 mol
4.
5=
0.180

15.26 Compute the weight percent sulfur that must be added to completely crosslink an alternating
chloroprene-acrylonitrile copolymer, assuming that five sulfur atoms participate in each crosslink.
Solution
For an alternating chloroprene-acrylonitrile copolymer, we are asked to compute the weight percent sulfur
necessary for complete crosslinking, assuming that, on the average, five sulfur atoms participate in each crosslink.
The chloroprene and acryloni
trile repeat units are shown in Table 14.5, from which it may be noted that there are two
possible crosslink sites on each chloroprene repeat unit (one site at each of the two carbon atoms that are doubly
bonded), and no possible sites for acrylonitrile; also, since it is an alternating copolymer, the ratio of chloroprene to
acrylonitrile repeat units is 1:1. Thus, for each pair of combined chloroprene-acrylonitrile repeat units that crosslink,
ten sulfur atoms are required, or, for complete crosslinking, the sulfur-to-(chloroprene-
acrylonitrile) ratio is 5:1.
Now, let us consider as our basis, one mole of the combined chloroprene-acrylonitrile repeat unit. In order
for complete crosslinking, five moles of sulfur are required. Thus, for us to convert this composition to weight
percent, it is necessary to convert moles to mass. The acrylonitrile repeat unit consists of three carbon atoms, three
hydrogen atoms, and one nitrogen atom; the chloroprene repeat unit is composed of four carbons, five hydrogens,
and one chlorine. This gives a molecular weight for the combined repeat unit of
m(chloroprene-
acrylonitrile) = 3(AC
) + 3(AH
) + AN
+ 4(AC
) + 5(AH
) + ACl
= 7(12.01 g/mol) + 8(1.008 g/mol) + 14.007 g/mol + 35.45 g/mol = 141.59 g/mol
Or, in one mole of
this combined repeat unit, there are 141.59 g. Furthermore, for complete crosslinking 5.0 mol of
sulfur is required, which amounts to (5.0 mol)(32.06 g/mol) = 160.3 g. Thus, the concentration of S in weight percent
CS is just
CS =
160.
3 g
160.
3 g +
141.
59 g´
100 =
53.1 wt%

1
5.27
The vulcanization of polyisoprene is accomplished with sulfur atoms according to Equation 15.4. If
57 wt% sulfur is combined with polyisoprene, how many crosslinks will be associated with each isoprene repeat
unit if it is assumed that, on the average, six sulfur atoms participate in each crosslink?
Solution
This problem asks for us to determine how many crosslinks form per isoprene repeat unit when 57 wt%
sulfur is added. If we arbitrarily consider 100 g of the vulcanized material, 57 g will be
sulfur and 43 g will be
polyisoprene. Next, let us find how many moles of sulfur and isoprene correspond to these masses. The atomic
weight of sulfur is 32.06 g/mol, and thus,
# moles S =
57 g
32.
06 g /mol=
1.78 mol
Now, in each isoprene repeat unit there are five carbon atoms and eight hydrogen atoms. Thus, the molecular weight
of a mole of isoprene units is
(5)(12.01 g/mol) + (8)(1.008 g/mol) = 68.11 g/mol
Or, in 43 g of polyisoprene, the number of moles is equal to
# moles isoprene =
43 g
68.
11 g /mol=
0.631 mol
Therefore, the ratio of moles of S to the number of moles of polyisoprene is
1.
78 mol
0.
631 mol:
1 =
2.82 :
1
When all possible sites are crosslinked, the ratio of the number of moles of sulfur to the number of moles of isoprene
LV WKLV LV EHFDXVH WKHUH DUH WZR FURVVOLQN VLWHV per repeat unit and each crosslink is shared between repeat units
on adjacent chains, and there are 6 sulfur atoms per crosslink. Finally, to determine the fraction of sites that are
crosslinked, we just divide the actual crosslinked sulfur/isoprene ratio by the completely crosslinked ratio. Or,
fraction of repeat unit sites crosslinked =
2.
82 /
1
6 /
1=
0.470

15.28 For the vulcanization of polyisoprene, compute the weight percent of sulfur that must be added to
HQVXUH WKDW RI SRVVLEOH VLWHV ZLOO EH FURVVOLQNHG DVVXP H WKDW RQ WKH DYHUDge, three sulfur atoms are associated
with each crosslink.
Solution
We are asked what weight percent of sulfur must be added to polyisoprene in order to ensure that 8% of
possible sites are crosslinked, assuming that, on the average, three sulfur atoms are associated with each crosslink.
Table 14.5 shows the repeat unit for cis-isoprene. For each of these units there are two possible crosslink sites; one
site is associated with each of the two carbon atoms that are involved in the chain double bond.
Since 8% of the
SRVVLEOH VLWHV DUH FURVVOLQNHG IRU HDFK LVRSUHQH UHSHDW XQLWV RI WKHP DUH FURVVOLQNHG DFWXDOO\ WKHUH DUH WZR
crosslink sites per repeat unit, but each crosslink is shared by two chains. Furthermore, on the average we assume
that
HDFK FURVVOLQN LV FRP SRVHG RI VXOIXU DWRP V WKXV WKHUH P XVW EH ´
8 or 24 sulfur atoms added for every 100
isoprene repeat units. In terms of moles, it is necessary to add 24 moles of sulfur to 100 moles of isoprene. The
atomic weight of sulfur is 3
2.06 g/mol, while the molecular weight of isoprene is
A
(isoprene) = 5(AC
) + 8(AH
)
= (5)(12.01 g/mol) + (8)(1.008 g/mol) = 68.11 g/mol
The mass of sulfur added (mS) is
mS
= (24 mol)(32.06 g/mol) = 769.4 g
While for isoprene
mip
= (100 mol)(68.11 g/mol
) = 6811 g
Or, the concentration of sulfur in weight percent (Equation 4.3) is just
CS =mS
mS + mip
´
100 =
769 .
4 g
769 .
4 g +
6811 g´
100 =
10.1 wt%

15.29
Demonstrate, in a manner similar to Equation 15.4, how vulcanization may occur in a butadiene
rubber.
Solution
The reaction by which a butadiene rubber may become vulcanized is as follows:

Crystallization
15.30
Determine values for the constants n and k (Equation 10.17) for the crystallization of
polypropylene (Figure 15.17) at 160°C.
Solution
In this problem we are asked to determine the values of the constants n and k
(Equation 10.17) for the
crystallization of polypropylene at 160°
C (Figure 15.17). One way to solve this problem is to take two values of
percent recrystallization (which is just 100y
, Equation 10.17) and their corresponding time values, then set up two
simultaneous equations, from which n and k may be determined. In order to expedite this process, we will rearrange
and do some algebraic manipulation of Equation 10.17. First of all, we rearrange as follows:
1 - y = exp - ktn( )
Now taking natural logarithms
ln (
1 - y) = - ktn
Or
- ln (
1 - y) = ktn
which may also be expressed as
ln
1
1 - y
æ
è ç
ö
ø ÷ = ktn
Now taking natural logarithms again, leads to
ln ln
1
1 - y
æ
è ç
ö
ø ÷
é
ë ê
ù
û ú = ln k + n ln t
which is the form of the equation that we will now use. From the 160°
C curve of Figure 15.17, let us arbitrarily choose
two percent crystallized values of 20% and 80% (i.e., y
1
= 0.20 and y
2
= 0.80). The corresponding time values are t
1 =

3400 min and t
2
= 6700 min (realizing that the time axis is scaled logarithmically). Thus, our two simultaneous
equations become
ln ln
1
1 -
0.
20
æ
è ç
ö
ø ÷
é
ë ê
ù
û ú = ln k + n ln (
3400 )
ln ln
1
1 -
0.
80
æ
è ç
ö
ø ÷
é
ë ê
ù
û ú = ln k + n ln (
6700 )
from which we obtain the values n
= 2.91 and k
= 1.182 ´
10-
11.
Melting and Glass Transition Temperatures
15.31 Name the following polymer(s) that would be suitable for the fabrication of cups to contain hot
coffee: polyethylene, polypropylene, poly(vinyl chloride), PET polyester, and polycarbonate. Why?
Solution
This question asks us to name which, of several polymers, would be suitable for the fabrication of cups to
contain hot coffee. At its glass transition temperature, an amorphous polymer begins to soften. The maximum
temperature of hot coffee is probably slightly below 100°
C (212°F). Of the polymers listed, only polystyrene and
polycarbonate hav
e glass transition temperatures of 100°
C or above (Table 15.2), and would be suitable for this
application.
15.32
Of those polymers listed in Table 15.2, which polymer(s) would be best suited for use as ice cube
trays? Why?
Solution
In order for a polymer to be suited for use as an ice cube tray it must have a glass-transition temperature
below 0°
C. Of those polymers listed in Table 15.2 only low-density and high-density polyethylene, PTFE, and
polypropylene satisfy this criterion.
Factors That Influence Melting and Glass Transition Temperatures
15.33 For each of the following pairs of polymers, plot and label schematic specific volume versus
temperature curves on the same graph [i.e., make separate plots for parts (a), (b), and (c)] .
(a) Spheru
litic polypropylene, of 25% crystallinity, and having a weight-average molecular weight of
J P RO VSKHUXOLWLF SRO\ VW\ UHQH RI FU\ VWDOOLQLW\ DQG KDYLQJ D ZHLJ KW-average molecular weight of
100,000 g/mol
(b) Graft poly(styrene-butadiene) copolym
HU ZLWK RI DYDLODEOH VLWHV FURVVOLQNHG UDQGRP
poly(styrene-
butadiene) copolymer with 15% of available sites crosslinked
(c)
Polyethylene having a density of 0.985 g/cm
3
DQG D GHJ UHH RI SRO\ P HUL]DWLRQ RI SRO\ HWK\ OHQH
having a density of 0.915 g/cm
3
and a degree of polymerization of 2000
Solution
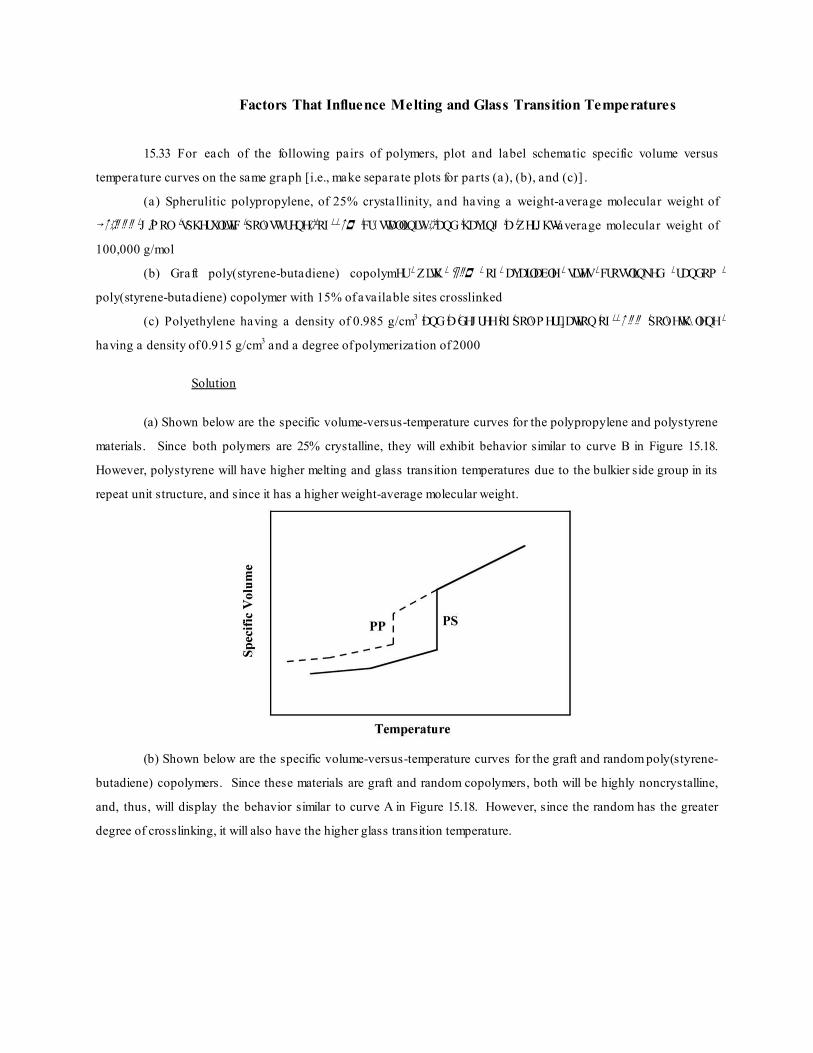
(a) Shown below are the specific volume-versus-temperature curves for the polypropylene and polystyrene
materials. Since both polymers are 25% crystalline, they will exhibit behavior similar to curve B
in Figure 15.18.
However, polystyrene will have higher melting and glass transition temperatures due to the bulkier side group in its
repeat unit structure, and since it has a higher weight-average molecular weight.
(b) Shown below are the specific volume-versus-temperature curves for the graft and random poly(styrene-
butadiene) copolymers. Since these materials are graft and random copolymers, both will be highly noncrystalline,
and, thus, will display the behavior similar to curve A
in Figure 15.1
8. However, since the random has the greater
degree of crosslinking, it will also have the higher glass transition temperature.
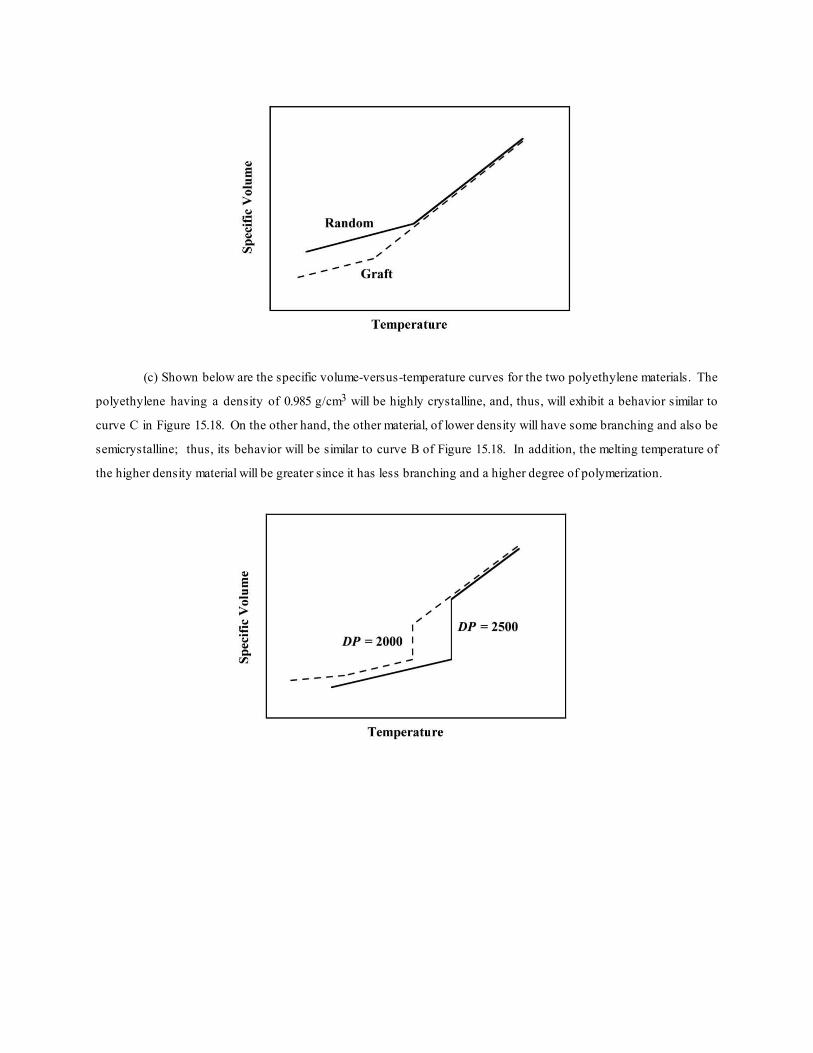
(c) Shown below are the specific volume-versus-temperature curves for the two polyethylene materials. The
polyethylene ha
ving a density of 0.985 g/cm
3 will be highly crystalline, and, thus, will exhibit a behavior similar to
curve C
in Figure 15.18. On the other hand, the other material, of lower density will have some branching and also be
semicrystalline; thus, its behavior will be similar to curve B
of Figure 15.18. In addition, the melting temperature of
the higher density material will be greater since it has less branching and a higher degree of polymerization.
15.34 For each of the following pairs of polymers,
do the following: (1) state whether or not it is possible
WR GHWHUP LQH ZKHWKHU RQH SRO\ P HU KDV D KLJ KHU P HOWLQJ WHP SHUDWXUH WKDQ WKH RWKHU LI LW LV SRVVLEOH QRWH ZKLFK
has the higher melting temperature and then cite reason(s) for your choice; and (
3) if it is not possible to decide,
then state why.
(a)
Isotactic polystyrene that has a density of 1.12 g/cm
3 and a weight-average molecular weight of
J P RO V\ QGLRWDFWLF SRO\ VW\ UHQH WKDW KDV D GHQVLW\ RI J FP
3 and a weight-average molecular weight of
125,000 g/mol
(b)
/ LQHDU SRO\ HWK\ OHQH WKDW KDV D GHJ UHH RI SRO\ P HUL]DWLRQ RI OLQHDU DQG LVRWDFWLF SRO\ SURS\ OHQH
that has a degree of polymerization of 6,500
(c)
Branched and isotactic polystyrene that has a degree of polymerization of 4
OLQHDU DQG LVRWDFWLF
polypropylene that has a degree of polymerization of 7,500
Solution
(a) Yes, it is possible to determine which of the two polystyrenes has the higher Tm . The isotactic
polystyrene will have the higher melting temperature because it has a higher density (i.e., less branching) and also
the greater weight-average molecular weight.
(b) Yes, it is possible to determine which polymer has the higher melting temperature. The polypropylene
will have the higher Tm because it has a bulky phenyl side group in its repeat unit structure, which is absent in the
polyethylene. Furthermore, the polypropylene has a higher degree of polymerization.
(c) No, it is not possible to determine which of the two polymers has the higher melting temperature. The
polystyrene has a bulkier side group than the polypropylene; on the basis of this effect alone, the polystyrene
should have the greater Tm . However, the polystyrene has more branching and a lower degree of polymerization;
both of these factors lead to a lowering of the melting temperature.
15.35 Make a schematic plot showing how the modulus of elasticity of an amorphous polymer depends on
the glass transition temperature. Assume that molecular weight is held constant.
Solution
For an amorphous polymer, the elastic modulus may be enhanced by increasing the number of crosslinks
(while maintaining the molecular weight constant); this will also enhance the glass transition temperature. Thus, the
modulus-glass transition temperature behavior would appear as
Elastomers
Fibers
Miscellaneous Applications
15.36 Briefly explain the difference in molecular chemistry between silicone polymers and other polymeric
materials.
Solution
The backbone chain of most polymers consists of carbon atoms that are linked together. For the silicone
polymers, this backbone chain is composed of silicon and oxygen atoms that alternate positions.
15.37 List two important characteristics for polymers that are to be used in fiber applications.
Solution
Two important characteristics for polymers that are to be used in fiber applications are: (1) they must have
high molecular weights, and (2) they must have chain configurations/structures that will allow for high degrees of
crystallinity.
15.38 Cite five important characteristics for polymers that are to be used in thin-film applications.
Solution
Five important characteristics for polymers that are to be used in thin-
ILOP DSSOLFDWLRQV DUH ORZ GHQVLW\
KLJ K IOH[LELOLW\ KLJ K W
HQVLOH DQG WHDU VWUHQJ WKV UHVLVWDQFH WR P RLVWXUH FKHP LFDO DWWDFN DQG ORZ J DV
permeability.
Polymerization
15.39 Cite the primary differences between addition and condensation polymerization techniques.
Solution
For addition polymerization, the reactant species have the same chemical composition as the monomer
species in the molecular chain. This is not the case for condensation polymerization, wherein there is a chemical
reaction between two or more monomer species, producing the repeating unit. There is often a low molecular weight
by-product for condensation polymerization; such is not found for addition polymerization.

15.40 (
a) How much ethylene glycol must be added to 47.3 kg of terephthalic acid to produce a linear
chain struc
ture of poly(ethylene terephthalate) according to Equation 15.9?
(b) What is the mass of the resulting polymer?
Solution
(a) This problem asks that we determine how much ethylene glycol must be added to 47.3 kg of terephthalic
acid to produce a linea
r chain structure of poly(ethylene terephthalate) according to Equation 15.9. Since the
chemical formulas are provided in this equation we may calculate the molecular weights of each of these materials as
follows:
MW(ethylene glycol) =
2(AC) +
6(AH ) +
2(AO)
=
2
(12.01 g/mol) +
6
(1.008 g/mol) +
2
(16.00 g/mol) =
62.07 g/mol
MW(terephthalic acid) =
8(AC) +
6(AH ) +
4(AO)
=
8
(12.01 g/mol) +
6
(1.008 g/mol) +
4
(16.00 g/mol) =
166.13 g/mol
The 47.3 kg mass of terephthalic acid equals 47,300 g or
47,
300 g
166.
13 g /mol
= 284.72 mol. Since, according to Equation
15.9, each mole of terephthalic acid used requires one mole of ethylen
e glycol, which is equivalent to (284.72
mol)(62.07 g/mol) = 17,673 g = 17.673 kg.
(b) Now we are asked for the mass of the resulting polymer. Inasmuch as one mole of water is given off for
every repeat unit produced, this corresponds to 284.72 moles or
(284.72 mol)(18.02 g/mol) = 5130 g or 5.130 kg since
the molecular weight of water is 18.02 g/mol. The mass of poly(ethylene terephthalate) is just the sum of the masses
of the two reactant materials [as computed in part (a)] minus the mass of water released, or
mass [poly(ethylene terephthalate)] =
47.300 kg +
17.673 kg -
5.130 kg =
59.843 kg
15.41
Nylon 6,6 may be formed by means of a condensation polymerization reaction in which
hexamethylene diamine [NH
2—(CH
2)
6—NH
2] and adipic acid react with one another with the formation of water
as a byproduct. What m
asses of hexamethylene diamine and adipic acid are necessary to yield 37.5 kg of
completely linear nylon 6,6? (Note: the chemical equation for this reaction is the answer to Concept Check
15.12.)
Solution
This problem asks for us to calculate the masses of hexamethylene diamine and adipic acid necessary to
yield 37.5 kg of completely linear nylon 6,6. The chemical equation for this reaction is the answer to Concept Check
15.12, which is as follows:
From this equation we may calculate the molecular weights of these molecules.
MW(adipic) =
6(AC) +
10(AH ) +
4(AO)
=
6
(12.01 g/mol) +
10
(1.008 g/mol) +
4
(16.00 g/mol) =
146.14 g/mol
MW(hexamethylene) =
6(AC) +
16(AH ) +
2(AN )
=
6
(12.01 g/mol) +
16
(1.008 g/mol) +
2
(14.01 g/mol) =
116.21 g/mol
MW(nylon) =
12(AC) +
22(AH ) +
2(AN ) +
2(AO)
=
12
(12.01 g/mol) +
22
(1.008 g/mol) +
2
(14.01 g/mol) +
2
(16.00 g/mol)
= 226.32 g/mol
The mass of 37.5 kg of nylon 6,6 equals 37,500 g or
m(nylon) =
37,
500 g
226.
32 g /mol=
165.7 mol
Since, according to the chemical equation given above, each mole of nylon 6,6 that is produced requires one mole
each of adipic acid and hexamethylene diamine, with two moles of water as the by-product. The masses
corresponding to 165.7 moles of adipic acid and hexamethylene diamine are as follows:
m(adipic) =
(165.7 mol)(146.14 g/mol) =
24,
215 g =
24.215 kg
m(hexamethylene) =
(165.7 mol)(116.21 g/mol) =
19,
256 g =
19.256 kg
Polymer Additives
15.42 What is the distinction between dye and pigment colorants?
Solution
The distinction between dye and pigment colorants is that a dye dissolves within and becomes a part of the
polymer structure, whereas a pigment does not dissolve, but remains as a separate phase.
Forming Techniques for Plastics
15.43 Cite four factors that determine what fabrication technique is used to form polymeric materials.
Solution
Four factors that determine what fabrication technique is used to form polymeric materials are: (1) whether
WKH SRO\ P HU LV WKHUP RSODVWLF RU WKHUP RVHWWLQJ LI WKHUP RSODVWLF WKH VRIWHQLQJ WHP SHUDWXUH DWP RVSKHULF
VWDELOLW\ DQG WKH J HRP HWU\ and size of the finished product.

15.44 Contrast compression, injection, and transfer molding techniques that are used to form plastic
materials.
Solution
This question requests that we compare polymer molding techniques. For compression molding, both heat
and pressure are applied after the polymer and necessary additives are situated between the mold members. For
transfer molding, the solid materials (normally thermosetting in nature) are first melted in the transfer chamber prior to
being forced into the die. And, for injection molding (normally used for thermoplastic materials), the raw materials are
impelled by a ram through a heating chamber, and finally into the die cavity.
Fabrication of Fibers and Films
15.45 Why must fiber materials that are melt spun and then drawn be thermoplastic? Cite two reasons.
Solution
Fiber materials that are melt spun must be thermoplastic because: (1) In order to be melt spun, they must be
capable of forming a viscous liquid when heated, which is not p
ossible for thermosets. (2) During drawing,
mechanical elongation must be possible; inasmuch as thermosetting materials are, in general, hard and relatively
brittle, they are not easily elongated.

15.46 Which of the following polyethylene thin films w
ould have the better mechanical characteristics: (1)
formed by blowing, or (2) formed by extrusion and then rolled? Why?
Solution
Of the two polymers cited, the one that was formed by extrusion and then rolled would have the higher
strength. Both blown and extruded materials would have roughly comparable strengths; however the rolling
operation would further serve to enhance the strength of the extruded material.

DESIGN QUESTIONS
15.D1 (a) List several advantages and disadvantages of using transparent polymeric materials for
eyeglass lenses.
(b) Cite four properties (in addition to being transparent) that are important for this application.
(c) Note three polymers that may be candidates for eyeglass lenses, and then tabulate values of the
properties noted in part (b) for these three materials.
Solution
(a) Several advantages of using transparent polymeric materials for eyeglass lenses are: they have
relatively low densities, and, therefore, are light in weight; they are relatively easy to grind to have the desired
contours; they are less likely to shatter than are glass lenses; wraparound lenses for protection during sports
activities are possible; and they filter out more ultraviolet radiation than do glass lenses.
The principal disadvantage of these types of lenses is that some are relatively soft and are easily scratched
(although antiscratch coatings may be applied). Plastic lenses are not as mechanically stable as glass, and, therefore,
are not as precise optically.
(b) Some of the properties that are important for polymer lens materials are: they should be relatively hard
in order to resist scratching; they must be impact resistant; they should be shatter resistant; they must have a
relatively high index of refraction such that thin lenses may be ground for very nearsighted people; and they should
absorb significant proportions of all types of ultraviolet radiation, which radiation can do damage to the eye tissues.
(c) Of those polymers discussed in this chapter and Chapter 1
4, likely lens candidates are polystyrene,
poly(methyl methacrylate), and polycarbonate; these three materials are not easily crystallized, and, therefore, are
normally transparent. Upon consultation of their fracture toughnesses (Table B.5 in Appendix B), polycarbonate is
the most superior of the three.
Commercially, the two plastic lens materials of choice are polycarbonate and allyl diglycol carbonate (having
the trade name CR-
39). Polycarbonate is very impact resistant, but not as hard as CR-
39. Furthermore, PC comes in
both normal and high refractive-index grades.
15.D2 Write an essay on polymeric materials that are used in the packaging of food products and drinks.
Include a list of the general requisite characteristics of materials that are used for these applications. Now cite a
specific material that is utilized for each of three different container types and the rationale for each choice.
Solution
There are three primary requirements for polymeric materials that are utilized in the packaging of food
SURGXFWV DQG GULQNV WKHVH DUH VXIILFLHQW VWUHQJ WK WR LQFOXGH WHQVLOH WHDU DQG LP SDFW VWUHQJ WKV EDUULHU
protection--
WKDW LV EHLQJ UHVLVWDQW WR SHUP HDWLRQ E\ R[\ J HQ ZDWHU YDSRU DQG FDUERQ GLR[LGH DQG EHLQJ
nonreactive with the food/drink contents--such reactions can compromise the integrity of the packaging material, or
they can produce toxic by-products.
With regard to strength, poly(ethylene terephthalate) (PET or PETE) and oriented polypropylene (OPP) have
high tensile strengths, linear low-density polyethylene (LLDPE) and low-density polyethylene (LDPE) have high tear
strengths, while those polymers having the best impact strengths are PET and poly(vinyl chloride) (PVC). Relative to
barrier characteristics, ethylene vinyl alcohol (EVOH) and poly(vinylidene chloride) (PVDC) copolymers are relatively
impermeable to oxygen and carbon dioxide, whereas high-density polyethylene (HDPE), PVDC, polypropylene, and
LDPE are impervious to water vapor.
Most common polymers are relatively nonreactive with food products, and are considered safe; exceptions
are acrylonitrile and plasticizers used in PVC materials.
The aesthetics of packaging polymers are also important in the marketing of food and drink products. Some
will be colored, many are adorned with printing, others need to be transparent and clear, and many need to be
resistant to scuffing.
On the basis of the preceding discussion, examples of polymers that are used for specific applications are as
follows:
PET(E) for soda pop containers;
PVC for beer containers;
LDPE and HDPE films for packaging bread and bakery products.
15.D3 Write an essay on the replacement of metallic automobile components by polymers and composite
materials. Address the following issu
es: (1) Which automotive components (e.g., crankshaft) now use polymers
and/or composites? (2) Specifically what materials (e.g., high-
density polyethylene) are now being used? (3) What
are the reasons for these replacements?
Solution
The primary reasons that the automotive industry has replaced metallic automobile components with
polymer and composite materials are: polymers/composites (1) have lower densities, and afford higher fuel
HIILFLHQFLHV P D\ EH SURGXFHG DW ORZHU FRVWV EXW ZLWK FRP SDUDEO
H P HFKDQLFDO FKDUDFWHULVWLFV DUH LQ P DQ\
HQYLURQP HQWV P RUH FRUURVLRQ UHVLVWDQW UHGXFH QRLVH DQG DUH WKHUP DOO\ LQVXODWLQJ DQG WKXV UHGXFH WKH
transference of heat.
These replacements are many and varied. Several are as follows:
Bumper fascia are molded from an elastomer-modified polypropylene.
Overhead consoles are made of poly(phenylene oxide) and recycled polycarbonate.
Rocker arm covers are injection molded of a glass- and mineral-
reinforced nylon 6,6 composite.
Torque converter reactors, water outlets, pulleys, and brake pistons, are made from phenolic thermoset
composites that are reinforced with glass fibers.
Air intake manifolds are made of a glass-
reinforced nylon 6,6.