casting processes
DESCRIPTION
Engineering ProcessesTRANSCRIPT

METAL CASTINGPROCESSES
IntroductionSand castingShell-Mold CastingExpendable Pattern CastingPlaster-Mold CastingInvestment Casting
Vacuum CastingPermanent-Mold CastingSlush CastingPressure CastingDie CastingCentrifugal Casting

• Many parts can be made from castings•Engine blocks•Cameras•Gun barrels•Cookware & etc
Introduction
Polaroid PDC-2000 digital camera with AZ91D die-cast, high purity magnesium case
Two-piece Polaroid camera case made by the hot-chamber die casting

General Characteristics of Casting Processes

Trends – impacting industry• Continuing mechanization & automation of
the casting process• Increasing demand for high-quality castings
Major categories of Molds1.Expendable molds
• Mixed with various types of binders or bonding agents;i. Sandii.Plasteriii.Ceramics & similar materials
Note: these molds are able to withstand high temperatures and mold is broken up to remove the casting

2.Permanent molds – • Made of metal• Subjected to a higher cooling rate
• Affects grain size• Used repeatedly & casting parts can be removed easily
3. Composite molds - • Made of two or more materials
i. Sandii. Graphiteiii. Metal & combined each materials
• Used to:• Control cooling rates• Improve mold strength• Optimize economics of the process

Sand Casting
• Flask – supports the mold• Pouring basin – in which molten metal is poured in to• Sprue – through which molten metal flows downward• Runner system – channels that carry molten metal from the sprue• Risers - supply additional metal to the casting during shrinkage. • Cores - Inserts made of sand & used to make hollow regions/lettering• Vents – used to carry off gases that are produced and exhaust air from the
mold cavity as metal flows on to the mold
Sand mould features
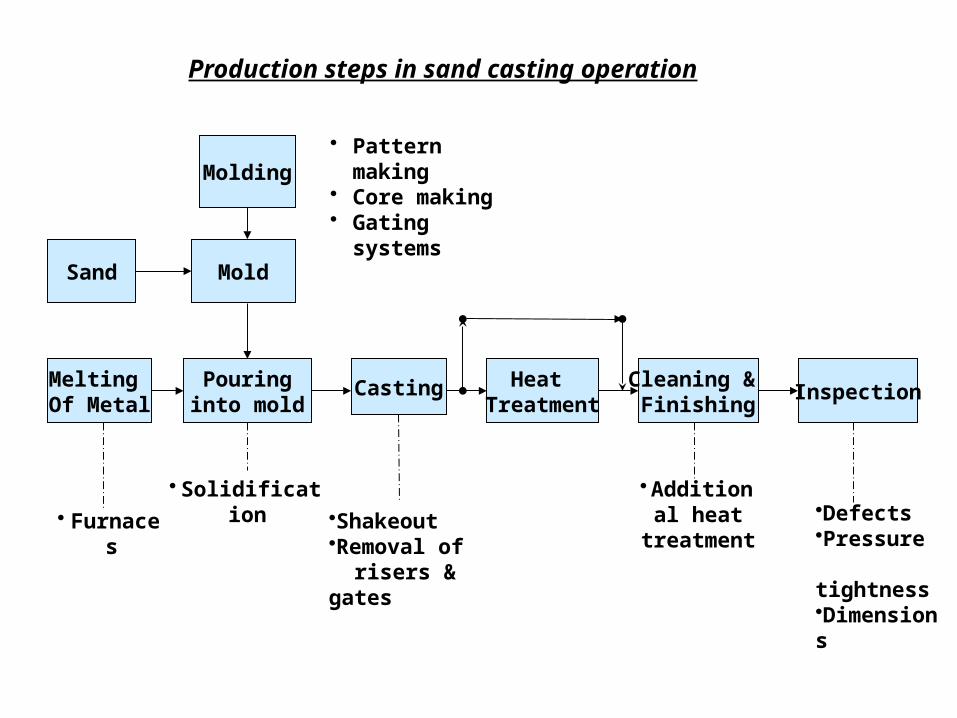
Production steps in sand casting operation
Molding
Pouringinto mold InspectionCleaning &
FinishingHeat
TreatmentCasting
Sand
Melting Of Metal
Mold
• Additional heat
treatment•Shakeout•Removal of risers & gates
•Defects•Pressure tightness•Dimensions
• Solidification• Furnaces
• Pattern making• Core making• Gating systems

•Most common – silica sand (SiO2)•There are two types of sand:
• Naturally bonded (bank sand)• Synthetic (lake sand)
• Preferred by foundries because its composition can be controlled
Sands
Selection of sand•Fine round grains
• Smooth surface finishes• Can be closely packed• Have lower mold permeability• Enhances mold strength
•Course grains• Allow gases and steam escape

Sand molds• Should have good collapsibility• Sand should be mixed thoroughly with
• Clay (bentonite) – cohesive agent• Zircon, olivine, and iron silicate sands are used in steel
foundries for low thermal expansion• Chromites is used for its high heat transfer characteristics
Types of sand moldsi. Green molds sanding
• Mixture of sand, clay and water• “green”-sand in the mold is moist• Least expensive method of making molds

ii. Skin-dried molds• Mold surfaces are dried• Used for large castings• Have higher strength than green-sand molds• Better dimensional accuracy and surface finish• Disadvantages:
• Distortion to the mold is greater• Castings susceptible to hot tearing• Slower production rate
iii. Cold-box molds• Various organic and inorganic binders are
blended into the sand for greater strength• Dimensionally more accurate
iv. No-bake mold • Synthetic liquid resin is mixed into the sand• Hardens at room temperature

• Used to mold the sand mixture• Made from
• Wood• Plastic• Metal
• They must be tough enough to be used repeatedly• Made of different materials to reduce wear• Coated with a parting agent to facilitate the removal• Patterns
• One-piece patterns – for simple low cost production• Split patterns – two piece pattern-each part forms a
portion of the cavity• Match-plate patterns – popular type of pattern
•Two-piece patterns are constructed by securing each half of one or more split patterns to the opposite sides of a single plate•Used in large production runs and in molding machines
Patterns

Cores•Made of sand aggregates•Possess strength, permeability, ability to withstand heat & collapsibility
• Anchored by core prints• Chaplets are used to keep the core from moving
Sand cores showing core prints and chaplets to support cores
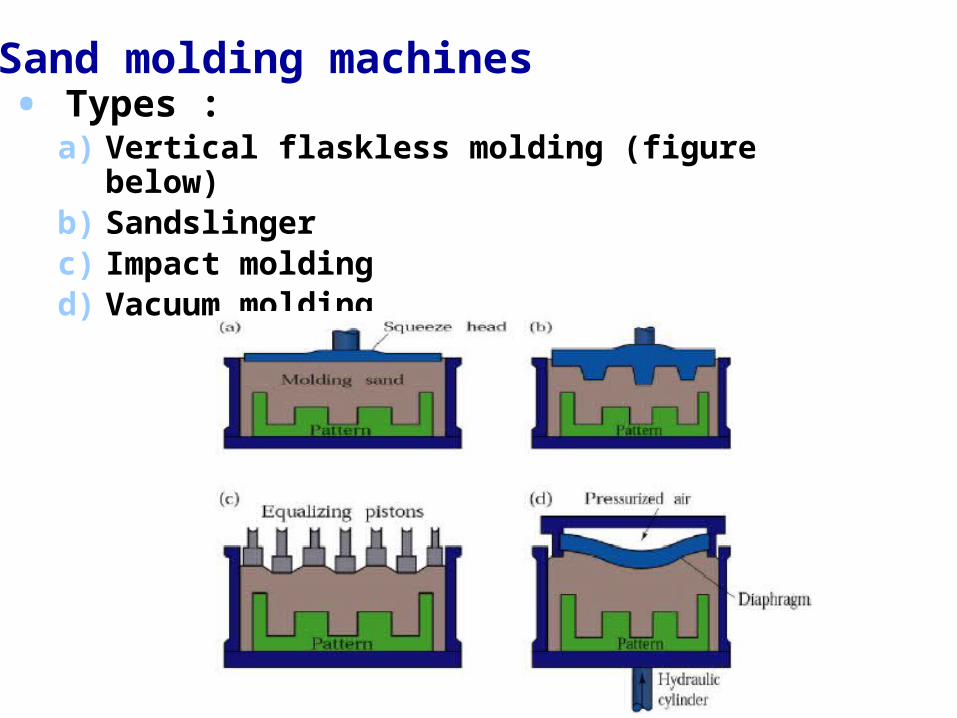
• Types :a) Vertical flaskless molding (figure below)b) Sandslingerc) Impact moldingd) Vacuum molding
Sand molding machines

cylinder block
Example of sand casting parts

1.5 m Stainless Steel Propeller
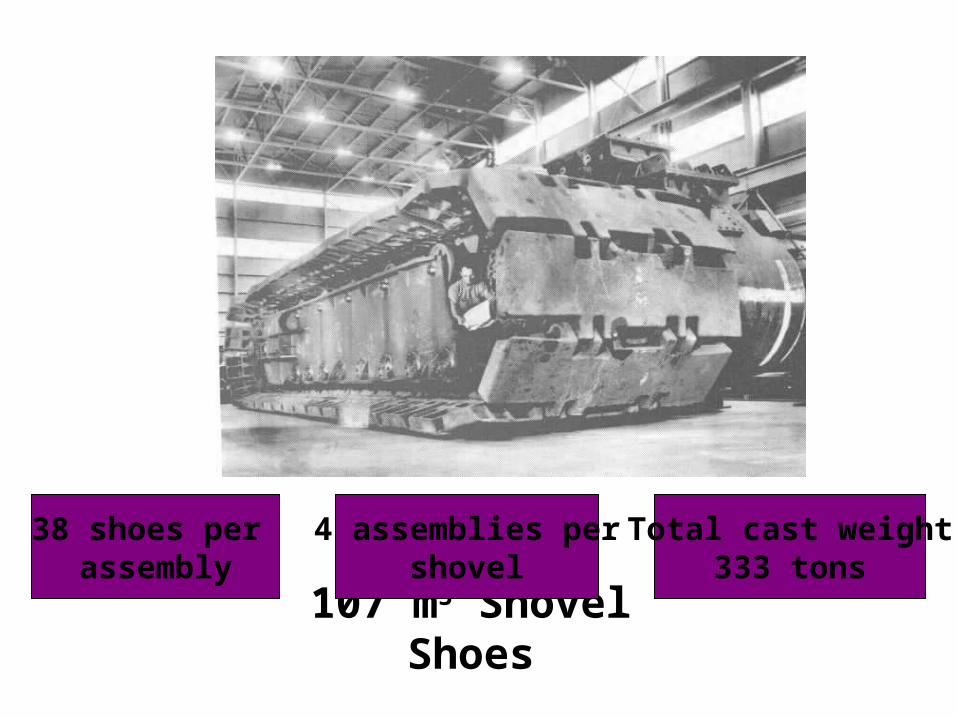
107 m3 Shovel Shoes
38 shoes per assembly
4 assemblies pershovel
Total cast weight333 tons

Shell mold casting• The process of creating a shell mold consists of several steps:1. Fine silica sand that is covered in a thin (3–6%) thermosetting
phenolic resin and liquid catalyst is dumped, blown, or shot onto a hot pattern. The pattern is usually made from cast iron and is heated to 230 to 315 °C (450 to 600 °F). The sand is allowed to sit on the pattern for a few minutes to allow the sand to partially cure.
2. The pattern and sand are then inverted so the excess sand drops free of the pattern, leaving just the "shell". Depending on the time and temperature of the pattern the thickness of the shell is 10 to 20 mm (0.4 to 0.8 in).

3. The pattern and shell together are placed in an oven to finish curing the sand. The shell now has a tensile strength of 350 to 450 psi (2.4 to 3.1 MPa).
4. The hardened shell is then stripped from the pattern.5. Two or more shells are then combined, via clamping or
gluing using a thermoset adhesive, to form a mold. This finished mold can then be used immediately or stored almost indefinitely.
6. For casting the shell mold is placed inside a flask and surrounded with shot, sand, or gravel to reinforce the shell.[4]
Shell mold casting (cont’d)

Shell mold castingThe machine that is used for this process is called a shell molding machine. It heats
the pattern, applies the sand mixture, and bakes the shell.

Shell-mold Casting (cont’d)

Schematic illustration of a semi permanent composite mold.
• Made up of two or more different materials• Used in shell molding • Used in casting complex shapes
Composite Molds
A composite mold used in casting an aluminum-alloy

• Also known as evaporative-pattern or lost-pattern casting
• Polystyrene beads are placed in a preheated die• The polystyrene bead expand to fit the die• The polystyrene pattern is placed in a mold with
support sand• The polystyrene pattern evaporates with contact
of molten metal to form a cavity
Expendable-pattern Casting

• Mold is made of plaster of paris (gypsum, or calcium sulfate)• Mixed with water and additives and poured over a pattern• After plaster sets, pattern is removed and the mold is dried at 120 C• Have low permeability – gases can not escape• Patterns are made of:
• Al alloys, • Thermosetting plastics• Brass or Zinc alloys
• Have fine details and good surface finish
• Form of precision casting
Plaster-mold Casting

• Similar to plaster-mold process• Uses refractory mold materials• Suitable for high temperature applications• Mixture made of:
• Fine grained zircon• Aluminum oxide• Silica
• Mixture is mixed with bonding agents and over pattern• Molds can be used to cast high-temperature
alloys• Castings have good surface finishes• Good dimensional accuracy• Some what expensive to make
Ceramic-mold Casting

• Also called lost-wax process• First used 4000 – 3000 BC• The pattern is made of wax or of a plastic
by molding or rapid prototyping techniques• Term investment derives from the fact that
the pattern is invested with the refractory material
Investment Casting
Advantages• Cast great complexity and intricacy• Close dimensional control -tolerances of ±0.076 mm• Good surface finish• The wax can be recovered• This is a net shape process

Stage #1• The pattern is first made of
• Wood• Metal• Plastic
• Material is whatever will allow the craftsman to create the detail desired.
• The pattern is made into a master mold.• The mold is injected with wax which
reproduces the pattern (2nd pattern).
Investment Casting Processes

Stage #2•Once the wax cools, the pattern is retrieved.•The pattern is usually both temperature and touch sensitive.
Stage #3• The master mold makes many patterns.• These are assembled onto a casting “TREE”• The TREE is ready then to receive the outer coatings

Stage #4• Slurry coating• This is a slurry made of
fine silica and binders• Water• Ethyl silicate
• Coating is dried• Process is repeated again
and again to build up the mold.
Slurry : A watery mixture of insoluble matterHere: silica, H2O and additives

Stage #5• The coating is applied
again and again• The first coatings are
fine grained silica or other refractory material
• Almost a powder• Provides a smooth
surface to the final casting.
• The coating material used is coarser and coarser• Building up the strength
of the mold.

Stage #6• Finally we get the completed mold• There is a common sprue in the middle• The mold is free standing and
somewhat delicate• It is still full of wax.
Stage #7• The one piece mold is held in air and heated to 90°~175°C• The wax can be recycled• The mold is then fired to 650° ~ 1050°C to drive off water• Burn off residual wax

Stage #8• The mold is inverted and
placed in a support vessel.
• The mold is preheated to a high enough temperature• eliminates residual
contaminants.• The liquid metal flows
more easily.• The liquid metal/alloy is
poured

Stage #9• Shakeout
• The system is cooled• The mold is broken away
• The mold is destroyed.
Stage #10•The finished product.

Example of investment casting parts

Wax pattern
assembly.
Ceramic-Shell Casting• Uses same type of wax or plastic pattern as
investment casting• Pattern is then dipped into fluidized bed of
• Fine- grained fused silica• Zircon flour
• Pattern is then dipped into coarser grained silica to build up additional coatings and proper thickness to withstand the thermal shock of pouring
• The rest of the procedure follows the investment casting process
• Eg :Cast rotor
Ceramic shell around wax pattern.
Wax melted out and the mold is filled under a vacuum, with molten super alloy.
The cast rotor produced to net or near-net shape

• Called hard-mold casting• Two halves of a mold are made from
materials such as cast iron, steel or other alloys
• The mold cavity and gating system are machined in to the mold
• Sand aggregate are placed in to the mold prior to casting for producing cavities
• Typical core materials are; Oil-bonded or resin-bonded sand, plaster, graphite, gray iron, low-carbon steel & hot-worked die steel
• Mechanical ejectors are used to remove complex parts
• Advantages: • Can produce high production rates• Good surface finish
Permanent-mold Casting

•Used a graphite or metal mold
•Molten metal is forced upward into the mold by gas pressure
•The pressure is maintained until the metal solidifies in the mold
•Used for high-quality castings
•Eg : Steel railroad wheels
Slush Casting
• Molten metal is poured into the metal mold• A desired thickness of the solidified skin is obtained• The remaining metal is poured out• The mold halves are then opened and the casting is removed
Pressure Casting

• One type of permanent-mold casting• Molten metal is forced into the die cavity at
pressures ranging from 0.7MPa – 700MPa• Parts made from here range from:
•Hand tools•Toys•Appliance components
• There are two basic types of die casting machinesi.Hot-chamber• involves the use of a piston to push molten
metal in to the die cavityii.Cold-chamber• molten metal is poured in to the injection
chamber & the shot chamber is not heated
Die Casting

Hot-chamber processStage #1• The die is closed and the piston rises,
opening the port and allowing molten metal to fill the cylinder.
Stage #2• The plunger moves down and seals the
port pushing the molten metal through the gooseneck and nozzle into the die cavity, where it is held under pressure until it solidifies.
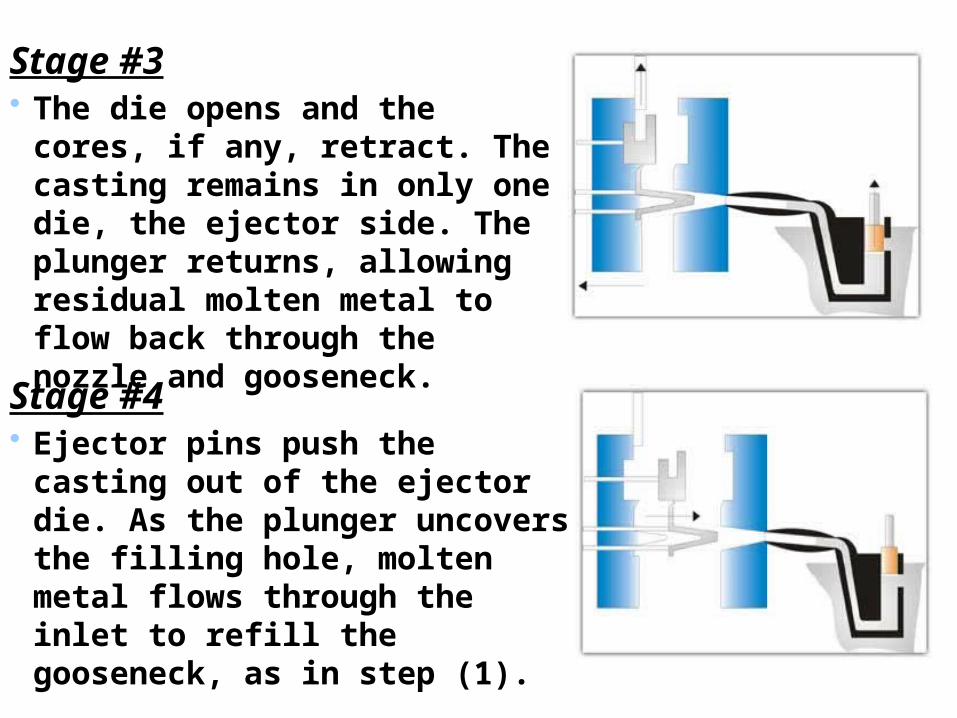
Stage #3• The die opens and the cores, if any,
retract. The casting remains in only one die, the ejector side. The plunger returns, allowing residual molten metal to flow back through the nozzle and gooseneck.
Stage #4• Ejector pins push the casting out of the
ejector die. As the plunger uncovers the filling hole, molten metal flows through the inlet to refill the gooseneck, as in step (1).

Cold-chamber processStage #1• The die is closed and the
molten metal is ladled into the cold-chamber shot sleeve.
Stage #2• The plunger pushes the
molten metal into the die cavity where it is held under pressure until solidification.

Stage #3• The die opens and the plunger
advances, to ensure that the casting remains in the ejector die. Cores, if any, retract.
Stage #4 Ejector pins push the casting
out of the ejector die and the plunger returns to its original position.

• Dies are rated according to their clamping force that is needed
• Factors involved in selection of die cast machines are• Die size• Piston stroke• Shot pressure• Cost
• Die-casting dies• Single cavity• Multiple-cavity• Combination-cavity• Unit dies
• Ratio of die weight to part weight is 1000 to 1• Surface cracking is a problem with dies due to
the hot metal that is poured in to them• Has ability to produce strong high- quality
parts with complex shapes• Good dimensional accuracy and surface
details
Process Capabilities and Machine Selection
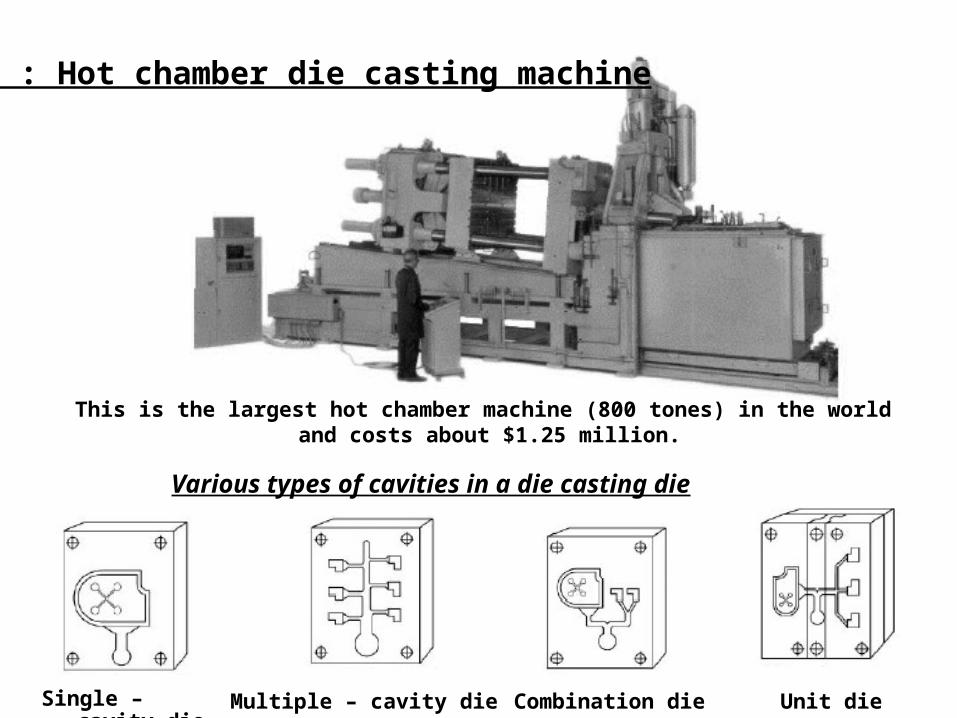
Various types of cavities in a die casting die
Single – cavity die Multiple – cavity die Combination die Unit die
E.g : Hot chamber die casting machine
This is the largest hot chamber machine (800 tones) in the world and costs about $1.25 million.

• Utilizes the inertial forces caused by rotation to distribute the molten metal in to the mold cavities
• Pipes, cylinder liners, and similarly shaped parts can be cast with this process.
• First used in the 1800’;s• Three types of centrifugal casting
• True centrifugal casting• Semi centrifugal casting• Centrifuging
Schematic illustration of the centrifugal casting process.
Centrifugal Casting
True centrifugal casting
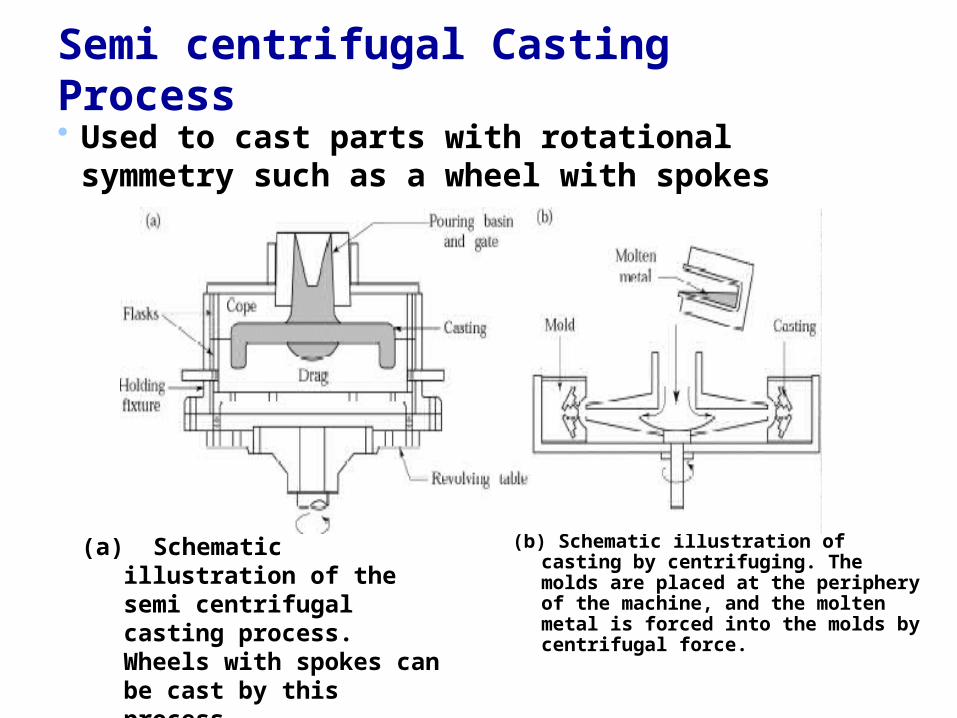
(b) Schematic illustration of casting by centrifuging. The molds are placed at the periphery of the machine, and the molten metal is forced into the molds by centrifugal force.
Semi centrifugal Casting Process• Used to cast parts with rotational symmetry such as a
wheel with spokes
(a) Schematic illustration of the semi centrifugal casting process. Wheels with spokes can be cast by this process.

Advanced casting processes
• Further, there are manufacturing processes involving combination of casting & forging known as;• Squeeze casting• Semisolid metal forming
• Advanced technique introduced in casting process to produce products with better mechanical & physical properties for their specific application such as• Casting technique for single crystal components• Rapid solidification
Inspection
• Visual check• Pressure test for leaking
• Water, oil or air for low cost product• Helium or specially scented gases for extreme leak
tightness requirement

Melting practice
• Direct bearing on quality of castings• Melting stock consisting of metal, alloying elements, flux and
slag-forming constituents.• Slag is a insulation to protect the surface of the molten metal
against atmospheric reaction and contamination.
Furnace
• The melting furnaces commonly used in foundries are;• Electric arc• Induction• Crucible• Cupolas

Types of Melting Furnaces
CupolaCrucible