by malcolm mcneil, cip committee chair a - nace.org · nace coatings course schedule . . . . . . ....
TRANSCRIPT

1 InspectThis! Spring 2014
Supplement to CoatingsPro Magazine Spring 2014
Considering the issues discussed previously, it is up to the owner of the inspec t ion f i rm or each ind iv idua l coating inspector, in the case of indepen-dent inspectors, on how these situations are handled. It is my opinion that if the coat ing inspector has the experience and knowledge to help resolve issues on coatings projects, he or she may do so as long as it is made clear that your sugges-t ions or recommendat ions are being offered based on past experience and knowledge of similar situations on other projects , the acceptance or reject ion of same is solely up to the contractor or project engineer, and that you will not be responsible for the outcome.
These issues have been debated since the inception of coating inspection and there are many different opinions by indus-try experts. I welcome your thoughts and opinions on this subject. Please feel free to offer them to the NACE Coating Inspector Program Committee.!
IN THIS ISSUE...
From the Chairman ........................................1
NACE CIP Course Winner Gets His Registration Fee Back ..............................2
Inspecting Coating Applications ................3
Get This! .............................................................7
NACE Coatings Course Schedule ............8
Coatings Resources ..................................... 10
Inspector or Consultant?By Malcolm McNeil, CIP Committee Chair
As a NACE-certified Coating Inspector Level 3, you will
often be looked upon as the coatings expert on a project. As such, when a question comes up relating to the coatings specifica-
tions, the various processes being utilized by the coating contractor, or surface prepara-tion issues, you may be asked for advice. The question is, should you give advice or recom-mendations to the contractor and/or his/her personnel?
NACE defines the role of the inspec-tor as a quality control technician whose primar y responsibi l ity is to obser ve and report on the technical aspects of a coating project and its conformance or deviation from the project specification. Supervision is not considered part of the inspector’s role. However, the role of the coating inspector wil l vary depending upon the owner or where in the world the project is located. These issues should be clarified at the pre-job conference if one is held. And one should be held.
So the issue of whether the inspec-tor should give advice or not depends on various considerations. We say that the
inspector is a member of a team working on the project and the team members all have the same goal, that being to perform the work in conformance with the specifica-tions in the time allotted for the project.
This being said, if you, as the inspec-tor, have knowledge that the contractor may use, should you not, as a good team player, share that knowledge with the contractor or project engineer? The answer to this quest ion depends on several considerations including liability, responsibility, experience, confidence, knowledge, etc.
Giving advice and recommendations is usually the role of a consultant rather than the coating inspector. The rates charged by a consultant wil l normally vary considerably compared to the rates charged for coat ing inspect ion. As a coating inspector, one must be careful as to how quest ions are answered. If you make recommendations and they are followed and the work turns out to be in non-conformance with the speci-f ications, will you be held responsible? The answer to this is a resounding yes! Therefore, you should carefully evaluate every situation before you give advice or recommendations.
If you make recommendations and they are followed and the work turns out to be in non-conformance with the specifications,
will you be held responsible? The answer to this is a resounding yes!

2 InspectThis! Spring 2014
and I got an e-mail Friday afternoon saying I won the drawing,” says McElveen. “NACE reimbursed me and I went to the class. I was excited and eager to move up to the next level with NACE. This came at just the right time.”
With his money back in his own pocket, McElveen attended the course for free, passed
the exam, and earned CIP Level 2 certifica-tion. He was previously certified to CIP Level 1 and CIP Level 1 with Bridge Specialty.
McElveen is a superintendent with MK Painting, based in Detroit, Michigan, but he works out of Hockley, Texas. He oversees the crews that blast off the existing coating and then apply a new coating on ground storage, stand pipes, and on the interior and exterior of elevated water towers.
When he started off in the coatings industry, McElveen didn’t have training or experience. “A long time ago I was with a company that did pipes. I was handed a can of paint and told ‘figure this out.’ I started reading the specs. That’s how I started doing it.”
Later, McElveen was hired with another company that recommended he earn NACE CIP Level 1 certification. Now that he has earned CIP Level 2 certification, he says he will have more opportunities for higher pay.
“CIP Level 2 is the most interesting thing that I’ve done as far as education. You get a lot of knowledge and the people you meet have different levels of knowledge, from powder coatings and underground pipes to ships and offshore. You can learn a lot just listening to them.”
To enter the drawing to win a free CIP course, simply send an e-mail message to [email protected] and mention that you saw this article. To be eligible, you must have completed CIP Level 1 and your certification must be active. The free CIP course (Level 2 or Level 3—Peer Review) must be taken within one year of winning the drawing.!
NACE CIP Course Winner Gets His Registration Fee Back By Jessica Baris, NACE International Content Specialist
To see photos of Jack McElveen on the job, visit NACE International on Facebook. Click “Like” to show support for your
fellow NACE-certified Coating Inspector.
J ack McElveen had already registered and paid to attend NACE International’s Coating Inspector Program (CIP) Level
2 certification course in October 2013 when he received news that he was the winner of last issue’s InspectThis! CIP course giveaway.
“I was to start the class on a Sunday
Jack McElveen oversees crews that prepare substrates and apply coatings to elevated water towers and other structures.

Spring 2014 InspectThis! 3
Observation is the inspector’s primary tool, and one of the inspector’s primary points of
observation is the coating applicator. The inspector should realize that the average applicator knows very little about the makeup of coatings, particularly the high-performance type of coatings that are used under highly corrosive conditions. Thus, he or she is much more likely to make mistakes in thinning and in the application of such coatings than in the past when paints were much more simple in character. The inspec-tor should also realize that the personnel actually performing the work will probably never read the provisions of the specifica-tions, so that the only information they have concerning the coating is what is printed on the can. Many applicators believe that they know all about coatings application, even though their information has been derived from the actual use of only one or two types. In many cases, even the contractor’s supervisory personnel have not had access to the actual specifications. Thus, the inspector may have the delicate job of educating both the supervisors and the applicators with regard to the specific coating that is being applied.
Inspecting Coating Applications
The new edition of Corrosion Prevention by Protective Coatings, from which this article is excerpted, will be released in Spring 2014.
a SPYfor
For more details on SPY® products and our complete line of SPY® Holiday Detection Equipment visit our website @ www.picltd.com.
PIPELINE INSPECTION COMPANY, LTD. PH: (713) 681-5837 • FAX: (713) 681-4838
SPY® Model 780, 785 and 790Portable Holiday Detectors• New ergonomic design
• Pipe coating inspections up to 60”
• Extremely durable
• Infinite voltage setting on the fly
Compact,lightweightwet sponge
holidaydetectors
Reliable continuous inspectionson the assembly line
every missionInspect Any Metal Surface Coating
For pipes, tanks or any coated contoured surface in the field or inside your manufacturingfacility, we simplify coating integrity testing
with our full line of SPY® portable and permanent Holiday Detectors.
SPY® Wet Sponge PortableHoliday Detectors• No belts, lightweight, fast set up
• Sponge roller speeds large flatsurface area inspections
• Interchangeable flat or roller sponge
SPY® In-Plant Holiday Detector Systems• Custom designed to streamline
manufacturing
• From pipecoating inspections to large flat surfaces
EveryMission 1/18/07 9:47 PM Page 1
One of the most obvious duties involved in inspecting a coating application is to check both the job specifications and
the manufacturer’s specifications, not only to make sure that he or she is fully aware of all details, but also that the two specifica-
One of the first steps in the inspection of an application is the inspection of the surface
over which the coating is to be applied.

4 InspectThis! Spring 2014
is expected from the coating, and in this case he or she should know the practical as well as theoretical coverage. From this, the inspector should be able to determine the wet film thickness (WFT) to be applied and the dry film thickness (DFT) of the final coating. With this information, the inspec-tor can then check during the application for the thickness of the material as it goes onto the surface. With some experience, an inspector can actually determine quite accurately whether or not the material is being properly applied, even when standing some distance away from the surface. If the inspector stands in such a position that he or she can see the gloss of the coating as it is being applied, the inspector can determine if it is being applied evenly, if the passes are being overlapped properly, if there are thin spots or holidays being left, or if the material is being applied as dry spray. All of this is part of the observation process during actual application. Inspectors should also make periodic checks of the total coating thickness with a WFT gauge. This is an easy instrument to use, and it should be used directly in the area where the coating is being applied.
The actions of the applicator (i.e., how the applicator handles the gun or the brush, the amount of coating being applied, whether or not he or she is flicking the gun at the end of a pass, and the gun distance from the surface) are all important observa-tions. The inspector can probably do more to ensure a proper application at this point than at any other point in the operation. It is at this time that the inspector should observe all application conditions very closely.
tions agree. If there is a major discrepancy between the two, these should be reconciled at the pre-application conference between the owners, manufacturer, contractor, and inspector.
Inspecting the Surface Prior to CoatingOne of the first steps in the inspection of an application is the inspection of the surface over which the coating is to be applied. The inspection of the surface should include assurances that the prepared surfaces are free of any dust, dirt, or abrasive residue from blast cleaning and that the surface is ready for application of the coating. If the coating work is to be done on an exterior surface, the prepared surfaces should be coated with the first coat prior to night-fall in order to prevent turning of the surface or moisture condensation. Blast-cleaned surfaces should not be allowed to stand overnight without first being coated. If the surfaces to be coated are on the interior, there may be times when they can be allowed to stand overnight prior to coating. Even in this case, however, it is not a good practice, and the inspector should thoroughly re-inspect the surface the following morning prior to the application of any coating.
Inspection of the surface prior to appli-cation applies not only to bare steel, but also to previously primed or coated surfaces. It is important that each coat in the system be applied over a perfectly clean, dry surface, and that the previous coats be touched up for any damage prior to the application of the following coat. Care should be taken to make certain that the surface is free from precipi-tated salts or other impurities between coats.
Ensuring Proper Coating Mixing and ThinningBefore the application of any coating, the inspector should ensure the proper mixing and thinning of the coating prior to its use. Inspectors should make sure that the material in the containers is the proper
one for the job, and that the solids in the bottom of the container are thoroughly mixed into a uniform, lump-free condition. If two-component materials are being used, each of the components may require proper mixing in order to thoroughly incorporate all of the materials into a uniform liquid. Following the mixing of each component, the mixing of the two components in the proper quantities should be observed. The mixture of the two materials should, when completed, be uniform in color, texture, and so forth. If thinning is called for in the speci-fications, the inspector should check to be sure that the proper thinner and the proper quantity of thinner are being used.
Applicators invariably tend to over-thin paint, since this makes it easier to apply by either brush or spray. The inspector must realize that over-thinning tends to produce thin films, thus requiring additional coats to make up for the difference in solid content. The average specification will call for no more than a pint of thinner per gallon of the original coating. This usually will adjust the viscosity to the needs of varied weather conditions or use of specific application equipment.
Once the coating is ready to be applied, the inspector should know the coverage that
By observing the actions of the applicator, the inspector can probably do more to ensure a proper application than at any
other point in the operation.

Spring 2014 InspectThis! 5
Checking for Coating ImperfectionsThe inspector should include checking each coat for imperfections such as holidays, pinholes, runs, blistering, and overspray. If at all possible, such imperfections should be taken care of immediately prior to the movement of the applicator away from a particular area. Before the coating is dry, runs can be easily brushed out, holidays can be recoated, pinholes can be brushed, and the gun can be adjusted for overspray conditions. If the imperfections are taken care of at this point, prior to the coating being dry, a solid, uniform coating is assured. If the coating has been allowed to dry and then inspected, it is necessary to repair each of the above types of imperfec-tions at that time, prior to the application of an additional coat. The coating should be repaired for damage as well as for imperfec-tions prior to the following coat. Each coat should be checked for curing and drying conditions; the inspector should deter-mine that the drying time is proper both between coats and for the final coat. He or she should make certain that there has been no condensation on the surface or fallout of contamination between coats. If such condi-tions have occurred, each coat should be cleaned prior to additional coats. Finished surfaces should be inspected. This inspec-tion should cover overspray, pinholes, runs, holidays, and any area that appears to be rough or improperly applied. All such imperfections should be marked and repaired prior to acceptance of the coating.
The Importance of TemperatureDuring the application, the inspector should be aware of temperatures; not only the ambient temperature of the atmosphere, but also the temperature of the metal. The relative humidity should be checked to ensure that condensation and moisture are not possible on the surface during the appli-cation. When the temperature is close to the dew point, even the evaporation of the solvent in the coating can reduce the surface temperature condition to the point where moisture can condense on the surface. When this happens, the coating may blush (which is the absorption of the condensed moisture into the coating), causing a poor film. The minimum air temperature usually permitted for the application of coatings is 40 °F (5 °C), and the temperature of the
steel should never be much lower than that. Under certain conditions, and with certain coatings, the temperature limits can be lowered, but it is generally not good coating practice to coat when the metal temperature is below 35 °F (1 ° to 2 °C).
Coating during below-freezing temper-atures, although possible with some coatings, is always dangerous since any moisture that may have been on the surface turns to either frost or ice and will cause immediate delamination of the coating. High tempera-
tures are also a problem. Generally, coatings should not be applied when metal tempera-tures are greater than 125 °F (50 °C). Some special coatings may be applied at higher temperatures, although these are usually the exception. The temperature at which it is uncomfortable to place a hand on the surface, and usually not possible to hold it for any period of time, is 125 °F.
The temperature of the surface and the air are always a concern during an applica-tion. The contractor may want to continue

6 InspectThis! Spring 2014
coating even though the minimum or maximum temperature has been exceeded. At this point, the inspector must determine whether it is possible to exceed the limits or whether, because of conditions, the quality of the coating will suffer. Generally, it is best not to permit any broadening of the temperature range since coating problems only multiply at each end of the range.
If coating is done on the exterior surfaces, weather changes are always a problem, and may be harmful to the freshly applied coating. Rain, sharp decreases in temperature, increases in wind condi-tions, and increases in humidity should be carefully watched. If possible, the application should be halted prior to any damage to the coating or, at least, time should be provided for the applied coating to dry before damage can occur due to such changes.
Awareness of HumidityAs previously discussed, condensation is a particularly difficult factor to not only observe, but also control. A surface can change within a matter of minutes from being dry to being so wet that you could write your name in the condensation. This is the reason that humidity should be checked periodically, making certain that the dew point is sufficiently removed from the ambient temperature so that condensation cannot take place. Anytime that the steel temperature is lower than the ambient outside temperature, condensation problems are possible. This is particularly true where there are heavy steel masses, such as heavy plate or heavy cross sections of steel. The temperature of the steel, after being exposed overnight, takes a consid-erable period of time to increase to the ambient exterior temperature. In fact, in many cases it does not rise to the air temper-ature even over an entire day’s period. This makes the surface thermometer an extremely handy tool for the inspector. Each day’s work should be finished in consider-able advance of the time when it is possible for condensation to occur on the surface in order to allow a reasonable drying period.
Coating Drying TimeThe inspector should have information concerning the drying time of the various coats being applied. Chlorinated rubber or vinyl coatings, which dry by evapora-tion, often can be recoated within a matter of minutes. This is sometimes necessary
because of contamination fallout. Since they dry primarily by the evaporation of solvents alone, this rapid recoating is not a major problem. However, coatings (such as epoxies) that are internally cured usually require some additional time for curing prior to a following coat. The inspector should know this time so that he or she can judge whether or not the application is being conducted properly.
Also, with coatings such as epoxies, too long of a drying time between coats can be a detriment and may cause intercoat delami-nation. This is especially true with coal tar epoxy coatings. Overnight cure is usually satisfactory for most coatings prior to a second coat. However, in the case of coal tar epoxies, if there is moisture condensation on the surface during the night, inter-coat delamination may easily occur when the following coat is applied. Under these conditions, the surface must be protected from moisture if the coating is to be allowed an overnight cure before application of a following coat.
When inspecting the coverage of the coating, the inspector should be guided more by the DFT than the coverage per
gallon, since it is the DFT that is impor-tant from the standpoint of resistance. The coverage does not indicate whether the coating has been applied smoothly and evenly, and it cannot account for losses due to application conditions such as wind. The DFT of the coating should be measured in numerous spots over the surface to deter-mine the average thickness of the coating. Particular care should be taken in areas of possible thin application, as well as areas that may be overly thick, since a thick film (particularly in the curing-type coatings) may become brittle and lose adhesion because of its thickness alone. Measuring the film thickness for each coat provides time prior to the second coat for any film thickness deficiency to be corrected.!
This article is based on an excerpt from Chapter 18 of the third edition of Corrosion Prevention by Protective Coatings, which will be released in Spring 2014. Originally written by Charles G. Munger, the second and third editions of the book were edited and updated by Associate Author Louis D. Vincent, Ph.D. The previous edition of the book was published in 1999.
A surface can change within a matter of minutes from being dry to being so wet that you could write your name in the
condensation.

Spring 2014 InspectThis! 7
Get This!
D avid Puckett of Gregg Industrial Insulators, Inc., a NACE-certified Coating Inspector, is the winner
of this issue’s drawing for a free Coating Inspector Program (CIP) course. Based in Longview, Texas, Puckett is currently certi-fied to CIP Level 1.
How can you enter the drawing to win a free CIP course?Simply send an e-mail message to [email protected] and mention that you saw this article. To be eligible, you must have completed CIP Level 1 and your certification must be active. The free CIP course (Level 2 or Level 3—Peer Review) must be taken within one year of winning the drawing.
Please note that the drawing only applies to CIP courses and not other NACE course offerings. The prize is transferrable but may not be sold. If the prize is trans-ferred, the recipient must meet the same criteria as the winner. !
Quick and easy measurement of Protective Coatings in harsh environmentswith NEW MP0/MP0R SERIES
• Measurement on ships, bridges, off-shore installations, cranes, heavy machinery, etc.
• Special measuring modes in accordance with SSPC-PA2 and IM0-PSPC
• Measurement on steel and aluminium
• Wear resistant probes for precise measurement even on rough surfaces
• Pre-inspection of large areas with continous scan mode
• USB port for data communication (MP0R)
• Custom report generation for paperless QA
www.fischer-technology.com 860-683-0781 [email protected]

8 InspectThis! Spring 2014
CIP LEVEL 1
Dammam, Saudi Arabia April 5-10, 2014
Sydney, Australia April 7-12, 2014
Houston, TX April 13-18, 2014
Shanghai, China April 13-18, 2014
Istanbul, Turkey April 14-19, 2014
Harrogate, U.K. April 28-May 3, 2014
Houston, TX May 4-9, 2014
New Orleans, LA May 4-9, 2014
Bogota, Colombia May 5-10, 2014
Midrand, Johannesburg, South Africa May 5-10, 2014
Adelaide, Australia May 5-10, 2014
Marabella, Trinidad May 11-16, 2014
New Orleans, LA May 11-16, 2014
Hong Kong, China May 12-17, 2014
Kochi, India May 12-17, 2014
Houston, TX May 18-23, 2014
Houston, TX May 19-24, 2014
Cuernavaca, Mexico May 19-24, 2014
Colombo, India May 19-24, 2014
Guangzhou, China May 19-24, 2014
Aberdeen, Scotland, UK May 19-24, 2014
Aberdeen, Scotland, UK May 26-31, 2014
Perth, Australia May 26-31, 2014
Mumbai, India May 26-31, 2014
Houston, TX June 1-6, 2014
Houston, TX June 8-13, 2014
Waipahu, HI June 8-13, 2014
Newington, NH June 8-13, 2014
Dorado, Puerto Rico June 8-13, 2014
Yokosuka, Japan June 13-18, 2014
Shanghai, China June 15-20, 2014
Melbourne, Australia June 16-21, 2014
Houston, TX June 16-21, 2014
Harrogate, U.K. June 16-21, 2014
Houston, TX June 22-27, 2014
Cape Canaveral, FL June 22-27, 2014
Mobile, AL June 22-27, 2014
CIP EXAM COURSE 1
Houston, TX April 2-4, 2014
Houston, TX June 16-18, 2014
Ulsan, Korea June 23-25, 2014
CIP LEVEL 2
Cape Canaveral, FL April 6-11, 2014
Seattle, WA April 6-11, 2014
Denver, CO April 6-11, 2014
Virginia Beach, VA April 6-11, 2014
St. Louis, MO April 7-12, 2014
Midrand, Johannesburg, South Africa April 7-12, 2014
Spijkenisse, Netherlands April 7-12, 2014
Dammam, Saudi Arabia April 12-17, 2014
Imabari, Japan April 17-22, 2014
Shanghai, China April 20-25, 2014
Istanbul, Turkey April 21-26, 2014
Houston, TX May 4-9, 2014
Houston, TX May 12-17, 2014
Adelaide, Australia May 12-17, 2014
Marabella, Trinidad May 18-23, 2014
New Orleans, LA May 18-23, 2014
Cuernavaca, Mexico May 26-31, 2014
Kuala Lumpur, Malaysia May 26-31, 2014
Guangzhou, China May 26-31, 2014
Cape Town, South Africa June 2-7, 2014
Mumbai, India June 2-7, 2014
Houston, TX June 8-13, 2014
Quito, Ecuador June 9-14, 2014
Genoa, Italy June 15-20, 2014
Bakersfield, CA June 15-20, 2014
Waipahu, HI June 15-20, 2014
Newington, NH June 15-20, 2014
Bogota, Colombia June 16-21, 2014
Houston, TX June 22-27, 2014
Shanghai, China June 22-27, 2014
Harrogate, U.K. June 23-28, 2014
CIP EXAM COURSE 2
Houston, TX April 6-8, 2014
Houston, TX June 19-21, 2014
Ulsan, Korea June 26-28, 2014
CIP ONE-DAY BRIDGE COURSE
Virginia Beach, VA April 5, 2014
Houston, TX May 10, 2014
CIP PEER REVIEW
Denver, CO April 11-13, 2014
Seattle, WA April 11-13, 2014
Cape Canaveral, FL April 11-13, 2014
St. Louis, MO April 12-14, 2014
Houston, TX April 26-28, 2014
Madrid, Spain May 11-13, 2014
Edmonton, AB, Canada May 16-18, 2014
Houston, TX May 17-19, 2014
Shanghai, China May 30-June 1, 2014
Bakersfield, CA June 20-22, 2014
Genova, Italy June 20-22, 2014
Harrogate, U.K. June 27-29, 2014
Houston, TX June 27-29, 2014
COATINGS IN CONJUNCTION WITH CATHODIC PROTECTION
Houston, TX April 21-26, 2014
Houston, TX June 1-6, 2014
DESIGNING FOR CORROSION CONTROL
Houston, TX April 21-25, 2014
Amarillo, TX May 12-16, 2014
Houston, TX June 29-July 3, 2014
NACE Coatings Course Schedule

Spring 2014 InspectThis! 9
DIRECT ASSESSMENT
Houston, TX May 12-16, 2014
IN-LINE INSPECTION
Houston, TX June 16-20, 2014
INTERNAL CORROSION FOR PIPELINES–BASIC
Amarillo, TX May 12-16, 2014
Cuernavaca, Mexico May 26-30, 2014
Bogota, Colombia June 16-20, 2014
INTERNAL CORROSION FOR PIPELINES–ADVANCED
Cuernavaca, Morelos, Mexico April 14-18, 2014
Calgary, AB, Canada May 5-9, 2014
Amarillo, TX May 12-16, 2014
Houston, TX May 12-16, 2014
Anchorage, Alaska May 19-23, 2014
MARINE COATING TECHNOLOGY
Genoa, Italy May 5-8, 2014
Houston, TX May 19-22, 2014
NUCLEAR POWER PLANT TRAINING FOR COATING INSPECTORS
Houston, TX January 20-24, 2014
San Antonio, TX March 13-17, 2014
OFFSHORE CORROSION ASSESSMENT TRAINING (O-CAT)
Guangzhou, China April 1-5, 2014
Houston, TX June 2-6, 2014
Mumbai, India June 9-13, 2014
PCS 2 ADVANCED
Houston, TX April 2-4, 2014
PCS 3 MANAGEMENT
Houston, TX March 10-14, 2014
PIPELINE COATING APPLICATOR TRAINING
Edmonton, AB Canada April 14-18, 2014
PIPELINE CORROSION ASSESSMENT FIELD TECHNIQUES (P-CAFT)
Houston, TX April 13-17, 2014
Houston, TX May 12-16, 2014
SHIPBOARD CORROSION ASSESSMENT TRAINING (S-CAT)
Marabella, Trinidad April 7-11, 2014
Virginia Beach, VA April 13-17, 2014
Waipahu, HI June 2-6, 2014
Houston, TX June 9-13, 2014
NACE Coatings Course Schedule
Joint NACE/ASTM Standard
NACE Members: Download this standard for free at www.nace.org/nacestore!
NACE/ASTM G193-11a, “Standard Terminology and Acronyms Relating to Corrosion,” presents common corrosion terms, defined by industry experts from NACE International and ASTM.
The joint standard includes:
• Over 400 corrosion terms and definitions
• 200 defined acronyms
• Consistent definitions for related terms used in NACE and ASTM standards
List: $37NACE Member: $28 (for a printed copy of the standard)
Item # 21138
10 InspectThis! Spring 2014
Coatings Resources
NACE International Technical Committees Need You!• Help influence industry standards. • Exchange technical information. • Strengthen your leadership skills.
As a NACE International member, you can sign up online to join a committee—go to the NACE Committees section at www.nace.org to join an STG or TEG. Contact the chair of a TG to indicate interest in that type of committee.
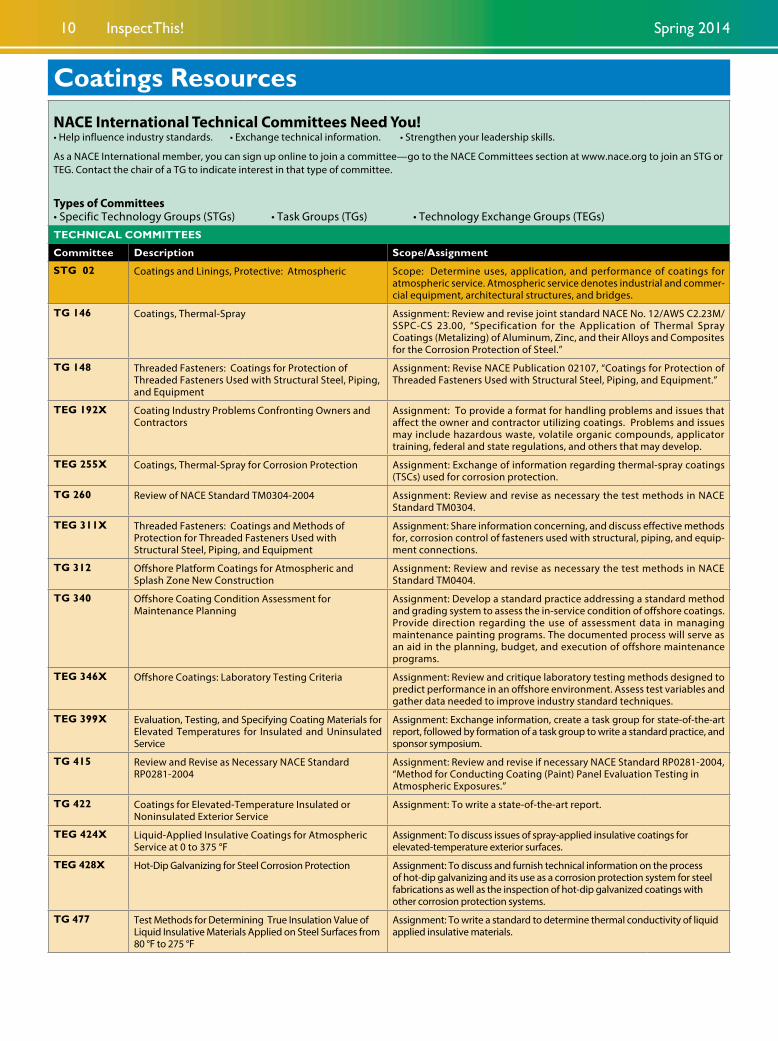
Types of Committees• Specific Technology Groups (STGs) • Task Groups (TGs) • Technology Exchange Groups (TEGs)TECHNICAL COMMITTEES
Committee Description Scope/Assignment
STG 02 Coatings and Linings, Protective: Atmospheric Scope: Determine uses, application, and performance of coatings for atmospheric service. Atmospheric service denotes industrial and commer-cial equipment, architectural structures, and bridges.
TG 146 Coatings, Thermal-Spray Assignment: Review and revise joint standard NACE No. 12/AWS C2.23M/SSPC-CS 23.00, “Specification for the Application of Thermal Spray Coatings (Metalizing) of Aluminum, Zinc, and their Alloys and Composites for the Corrosion Protection of Steel.”
TG 148 Threaded Fasteners: Coatings for Protection of Threaded Fasteners Used with Structural Steel, Piping, and Equipment
Assignment: Revise NACE Publication 02107, “Coatings for Protection of Threaded Fasteners Used with Structural Steel, Piping, and Equipment.”
TEG 192X Coating Industry Problems Confronting Owners and Contractors
Assignment: To provide a format for handling problems and issues that affect the owner and contractor utilizing coatings. Problems and issues may include hazardous waste, volatile organic compounds, applicator training, federal and state regulations, and others that may develop.
TEG 255X Coatings, Thermal-Spray for Corrosion Protection Assignment: Exchange of information regarding thermal-spray coatings (TSCs) used for corrosion protection.
TG 260 Review of NACE Standard TM0304-2004 Assignment: Review and revise as necessary the test methods in NACE Standard TM0304.
TEG 311X Threaded Fasteners: Coatings and Methods of Protection for Threaded Fasteners Used with Structural Steel, Piping, and Equipment
Assignment: Share information concerning, and discuss effective methods for, corrosion control of fasteners used with structural, piping, and equip-ment connections.
TG 312 Offshore Platform Coatings for Atmospheric and Splash Zone New Construction
Assignment: Review and revise as necessary the test methods in NACE Standard TM0404.
TG 340 Offshore Coating Condition Assessment for Maintenance Planning
Assignment: Develop a standard practice addressing a standard method and grading system to assess the in-service condition of offshore coatings. Provide direction regarding the use of assessment data in managing maintenance painting programs. The documented process will serve as an aid in the planning, budget, and execution of offshore maintenance programs.
TEG 346X Offshore Coatings: Laboratory Testing Criteria Assignment: Review and critique laboratory testing methods designed to predict performance in an offshore environment. Assess test variables and gather data needed to improve industry standard techniques.
TEG 399X Evaluation, Testing, and Specifying Coating Materials for Elevated Temperatures for Insulated and Uninsulated Service
Assignment: Exchange information, create a task group for state-of-the-art report, followed by formation of a task group to write a standard practice, and sponsor symposium.
TG 415 Review and Revise as Necessary NACE Standard RP0281-2004
Assignment: Review and revise if necessary NACE Standard RP0281-2004, “Method for Conducting Coating (Paint) Panel Evaluation Testing in Atmospheric Exposures.”
TG 422 Coatings for Elevated-Temperature Insulated or Noninsulated Exterior Service
Assignment: To write a state-of-the-art report.
TEG 424X Liquid-Applied Insulative Coatings for Atmospheric Service at 0 to 375 °F
Assignment: To discuss issues of spray-applied insulative coatings for elevated-temperature exterior surfaces.
TEG 428X Hot-Dip Galvanizing for Steel Corrosion Protection Assignment: To discuss and furnish technical information on the process of hot-dip galvanizing and its use as a corrosion protection system for steel fabrications as well as the inspection of hot-dip galvanized coatings with other corrosion protection systems.
TG 477 Test Methods for Determining True Insulation Value of Liquid Insulative Materials Applied on Steel Surfaces from 80 °F to 275 °F
Assignment: To write a standard to determine thermal conductivity of liquid applied insulative materials.

Spring 2014 InspectThis! 11
Coatings Resources
STG 03 Coatings and Linings, Protective: Immersion and Buried Service
Scope: Determine effectiveness, performance criteria, and quality needs of immersion coatings and lining materials used in immersion service.
TG 009 Fiberglass-Reinforced Plastic Linings for Aboveground Storage Tank Floors
Assignment: To develop a standard practice for installing fiberglass-reinforced plastic linings within aboveground storage tanks.
TG 031 Pipeline Coating, Plant-Applied Fusion-Bonded Epoxy: Review of NACE Standard RP0394
Assignment: To update and revise NACE Standard RP0394-2002, “Application, Performance, and Quality Control of Plant-Applied, Fusion-Bonded Epoxy External Pipe Coating.”
TG 034 Pipeline Coatings, External: Gouge Test Assignment: To write a test method and criteria for evaluation of gouge resis-tance of a particular coating.
TG 037 Pipelines, Oilfield: Thermoplastic Liners Assignment: To review and revise NACE Standard RP0304-2004 as neces-sary.
TG 141 Coatings and Linings over Concrete for Chemical Immersion and Containment Service
Assignment: To update SP0892-2007 to incorporate current technologies and practices to successfully protect concrete.
TG 246 Thin-Film Organic Linings Applied to Process Vessels and Tankages
Assignment: Develop application technology for applying thin-film linings to prevent corrosion, hydrogen-induced cracking, or other corrosion deteriora-tion by internal corrosion mechanisms.
TG 247 Reaffirm NACE Standard RP0105-2005 Assignment: To reaffirm NACE Standard RP0105-2005, “External Repair, Rehabilitation, and Weld Joints on Pipelines.”
TG 248 Coatings, Heat-Shrink Sleeves for External Repair, Rehabilitations, and Weld Joints on Pipelines
Assignment: To review and revise as needed NACE Standard RP0303-2003, “Field-Applied Heat-Shrinkable Sleeves for Pipelines: Application, Performance, and Quality Control.”
TG 249 Review and Revise as Necessary NACE Standard RP0402-2002
Assignment: Review and revise as necessary NACE Standard RP0402-2002, “Field-Applied Fusion-Bonded Epoxy (FBE) Pipe Coating Systems for Girth Weld Joints: Application, Performance, and Quality Control.”
TG 250 Coal-Tar Enamel Coatings for External Repair, Rehabilitations, and Weld Joints on Pipelines
Assignment: Review and revise/reaffirm as necessary NACE Standard RP0602-2002, “Field-Applied External Coal Tar Enamel Pipe Coating Systems: Application, Performance, and Quality Control.”
TG 263 Review of NACE Standard TM0104-2004 Assignment: Review and revise as necessary the test methods in NACE Standard TM0104-2004.
TG 264 Offshore Exterior Submerged Coatings: Standard Test Methods
Assignment: Review and revise as necessary the test methods in NACE Standard TM0204-2004.
TG 266 Coating and Lining Materials in Immersion Service: Review of NACE Standard TM0174
Assignment: Review and revise as necessary NACE Standard TM0174-2002, “Laboratory Methods for the Evaluation of Protective Coatings and Lining Materials in Immersion Service.”
TG 281 Coatings, Polyurethane for Field Repair, Rehabilitation, and Girth Weld Joints on Pipelines
Assignment: To develop a standard practice for a minimal specification for the field application, repair, and testing for a polyurethane coating to be used on the exterior of buried pipelines.
TG 296 Coating Systems, Wax, for Underground Piping Systems: Review of NACE Standard RP0375
Assignment: To review and revise as necessary NACE Standard RP0375, “Wax Coating Systems for Underground Piping Systems.”
TG 298 Review and Revise as Necessary NACE Standard RP0399-2004
Assignment: To review and revise as necessary NACE Standard RP0399-2004, “Plant-Applied External Coal Tar Enamel Pipe Coating Systems: Application, Performance, and Quality Control.”
TG 336 External Pipeline Coatings: Practices, Test Methods, and/or Test Methodologies for High-Operating-Temperature Pipelines, Immersion and Buried Service Only
Assignment: Develop a technical committee report that outlines state-of-the-art practices as described in the title.
TG 337 External Pipeline Coatings: Field Installation and Inspection Criteria for Maximum Performance
Assignment: Develop a standard practice that identifies common aspects of field installation pertaining to quality installation and long-term perfor-mance.
TEG 351X Coatings Under Insulation Material Testing Procedure Recommendations: Discussion
Assignment: Discussion of the development of a recommended test procedure for qualification of coatings used under insulation service.
TG 352 Coating Systems (External) for Pipeline Directional Drill Applications
Assignment: To develop a standard practice for minimum specifications for external coatings for use in directional drill service.
TG 353 External Pipeline Coatings: Multi-Layer Polyolefin Coating Systems
Assignment: Develop a standard to describe requirements for multi-layer polyolefin coating systems for pipelines.
TEG 354X Pipeline Coatings: Underground Blistering Assignment: Discuss blistering of underground pipeline coatings, causes of blistering, and prevention methods.
TG 425 State of the Art in CUI Coating Systems Assignment: Describe available systems, performance, and industry-accepted criteria for coatings under insulation.
Committee Description Scope/Assignment

12 InspectThis! Spring 2014
Coatings Resources
TEG 435X Effects of Bioethanols on Fused Silica Containment Vessels in Immersion and Phase Change Exposures
Assignment: To hold technical information exchanges (TIEs) on the effects of bioethanols, aromatic ethanols, and sulfurous emissions on fused silica containment vessels.
TG 470 Cathodic Disbondment Test for Coated Steel Structures Under Cathodic Protection
Assignment: To develop a standard test method to conduct the cathodic disbondment test.
TG 479 NACE Adoption of ISO 21809-3 Assignment: Review ISO 21809 with the goal to adopt or adopt with changes (amendments) to the standard and create a NACE/ISO, possibly modified, standard.
TG 490 Review and Adoption of API 5L2, “Recommended Practice for Internal Coating of Line Pipe for Non-Corrosive Gas Transportation Service”
Assignment: To review and modify (if and where necessary) API 5L2, “Recommended Practice for Internal Coating of Line Pipe for Non-Corrosive Gas Transmission Service,” with input from NACE user community. The standard will have a dual NACE/API number.
TG 507 Review and Revise as Necessary SP0188-2006 Assignment: To review and revise as necessary SP0188-2006, “Discontinuity (Holiday) Testing of New Protective Coatings on Conductive Substrates.”
TG 508 Review and Revise as Necessary SP0490-2007 Assignment: To review and revise as necessary SP0490, “Holiday Detection of Fusion-Bonded Epoxy External Pipeline Coatings of 250 to 760 µm (10 to 30 mils)
STG 04 Coatings and Linings, Protective: Surface Preparation Scope: Determine effectiveness, performance criteria, and quality needs of various methods of surface preparation for the application of coatings and linings.
TG 006 Blasting: Review of Joint Standards NACE 1-4/SSPC-SP 5, 10, 6, and 7, and NACE No. 8/SSPC-SP 14
Assignment: To review, revise, or reaffirm as necessary joint blasting standards NACE No. 1-4/SSPC-SP 5, 10, 6, 7: “White Metal Blast Cleaning,” “Near-White Metal Blast Cleaning,” “Commercial Blast Cleaning,” and “Brush-Off Blast Cleaning,” and NACE No. 8/SSPC-SP 14, “Industrial Blast Cleaning.”
TG 323 Wet Abrasive Blast Cleaning Assignment: To review and update joint technical committee report NACE 6G198/SSPC-TR 2, “Wet Abrasive Blast Cleaning.”
TG 350 Surface Preparation by Wet Abrasive Blast Cleaning Assignment: Develop a standard for wet abrasive blast cleaning of steel surfaces that will complement the existing NACE/SSPC joint standards for dry abrasive blast cleaning.
TG 417 Review and Revise as Necessary Joint Surface Preparation Standard NACE No. 6/SSPC-SP 13
Assignment: Review and revise as necessary joint standard NACE No. 6/SSPC-SP 13, “Surface Preparation of Concrete,” to reflect current industry practices and to reflect proper reference to other industry publications.
TG 419 Review and Revise as Necessary NACE Standard RP0287-2002
Assignment: Review and revise as necessary RP0287-2002, “Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape,” and to include other methods of profile measurement now being widely used throughout the industry.
TEG 423X Nonvisible, Nonwater-Soluble Contaminants Affecting Corrosion Protection
Assignment: Discuss the effects of coating performance when applied over nonvisible, nonwater-soluble contaminants and their effects on coating performance.
TG 443 Field Testing for Soluble Salts: Commonly Used Methods
Assignment: Develop a technical committee report detailing commonly used soluble salts field test methods.
TEG 469X Surface Preparation Issues Assignment: To provide a forum to discuss various issues affecting surface preparation.
STG 43 Transportation, Land Scope: To promote the development of techniques to extend the life of land transportation equipment.
TG 061 Revision of NACE SP0592 (formerly RP0592), “Application of a Coating System to Interior Surfaces of New and Used Railway Tank Cars in Concentrated (90-98%) Sulfuric Acid Service”
Assignment: To update and revise NACE SP0592 (formerly RP0592), “Application of a Coating System to Interior Surfaces of New and Used Railway Tank Cars in Concentrated (90-98%) Sulfuric Acid Service.”
TG 063 Railcars: Corrosion Protection and Control Program Assignment: Develop guidelines for railcar lining requalification.
TEG 064X Railcar Surface Preparation Assignment: To keep abreast of industry changes and techniques and report findings annually.
TG 067 Review and Revise or Reaffirm NACE SP0302-2007 Assignment: To review and revise or reaffirm NACE SP0302-2007, “Selection and Application of a Coating System to Interior Surfaces of New and Used Rail Tank Cars in Molten Sulfur Service.”
Committee Description Scope/Assignment

Spring 2014 InspectThis! 13
Coatings Resources
TG 271 Removal Procedures for Nonvisible Contaminants on Railcar Surfaces
Assignment: To prepare a technical committee report describing surface decontamination for railcars prior to coating application.
TEG 291X Land Transportation: Information Exchange on Corrosion and Coating-Related Issues
Assignment: Technical information exchange in conjunction with an STG meeting.
TG 332 Review and Revise or Reaffirm as Necessary NACE SP0386-2007
Assignment: To review and revise as necessary NACE SP0386-2007 (formerly RP0386), “Application of a Coating System to Interior Surfaces of Covered Steel Hopper Railcars in Plastic, Food, and Chemical Service.”
TG 333 Review and Revise or Reaffirm as Necessary NACE SP0295-2008
Assignment: To review and revise or reaffirm NACE SP0295-2008 (formerly RP0295), “Application of a Coating System to Interior Surfaces of New and Used Rail Tank Cars.”
TG 339 Railcars: Coating Application on Exterior Surfaces of Steel Railcars
Assignment: Review and revise as appropriate NACE Standard RP0692-2003, “Application of a Coating System to Exterior Surfaces of Steel Rail Cars.”
TG 366 Railcars: Corrosion Under Tank Car Insulation Assignment: Review and revise as appropriate NACE Publication 14C296 to ensure information is still relevant.
TG 378 Waterborne Coatings on Railcars Assignment: To prepare a state-of-the-art report on waterborne coatings on railcars.
TG 379 Surface Preparation by Encapsulated Blast Media for Repair of Existing Coatings on Railcars
Assignment: To prepare a state-of-the-art report on surface preparation by encapsulated blast media for repair of existing coatings on railcars.
TG 394 Guidelines for Qualifying Personnel as Abrasive Blasters and Coating and Lining Applicators in the Rail Industry
Assignment: To review and revise NACE Standard RP0495-2003.
TG 406 Review of NACE SP0398-2006 Assignment: Review and revise as necessary NACE SP0398-2006 (formerly RP0398), “Recommendations for Training and Qualifying Personnel as Railcar Coating and Lining Inspectors.”
TG 437 Maintenance Overcoating of Railcar Exteriors Assignment: To prepare a state-of-the-art report for the application of maintenance overcoating of railcar exteriors.
TG 444 Guidelines for Data Collection and Analysis of Railroad Tank Car Interior Coating/Lining Condition
Assignment: To produce a standard that provides guidelines for inspect-ing, rating, and documenting the condition of interior coatings and linings in railroad tank cars to comply with H-201.
TG 451 Corrosion-Resistant Non-Skid Surfaces for Railcar Exteriors
Assignment: Produce a standard that defines and addresses the essential properties and specifications for corrosion-resistant non-skid surfaces on railcar exteriors.
TG 456 Coating Thickness Measurement, Methods, and Recording—Specific to the Railcar Industry
Assignment: Prepare a state-of-the-art report outlining currently used procedures for dry film thickness measurement and recording for coatings on railcars.
STG 44 Marine Corrosion: Ships and Structures Scope: To study the corrosion mechanisms, causes, effects, and corrosion control remedies for ships, structures, and equipment exposed to marine environments and to disseminate information in the form of industry standards and formal and informal technical information exchanges on the research, development, and performance of materials, coatings, and improved or innovative methods to mitigate problems related to marine corrosion.
TEG 181X Marine Vessel Corrosion Assignment: To study the causes, effects, and remedies of corrosion in various marine vessels.
TG 452 Testing of Coating Suitability, Anode Consumption, and Corrosion Evaluation with Use of BWT Systems
Assignment: To write a standard on evaluation of risk for damage to coatings, increased anode consumption, and corrosion in conjunction with the use of ballast water treatment (BWT) systems.
TG 461 Standard for Hull Roughness Measurements on Ship Hulls in Dry Dock
Assignment: To develop a standard on how to perform both in-docking hull roughness readings (before blasting and cleaning in dry dock) and before out-docking hull roughness readings.
TG 475 Standard for Underwater Evaluation of Degrees of Fouling
Assignment: To develop a pictorial standard to be used to evaluate the (1) extent, (2) location, and (3) type of fouling to ship hulls and propellers.
TG 476 Corrosion Protection of Offshore Wind Power Units Assignment: To write a standard practice that defines a life cycle of corrosion protection for offshore wind power structures.
Committee Description Scope/Assignment

14 InspectThis! Spring 2014
Coatings ResourcesSTANDARDS & REPORTSAtmospheric ServiceStandards Item NumberSP0108-2008 Corrosion Control of Offshore Structures by Protective Coatings 21126RP0281-2004 Method for Conducting Coating (Paint) Panel Evaluation Testing in Atmospheric Exposures 21026SP0297-2012 (formerly RP0297) Maintenance Painting of Electrical Substation Apparatus Including Flow Coating of
Transformer Radiators21081
NACE No. 12/AWS C2.23M/SSPC-CS 23.00
Specification for the Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel (RP0203-2003)
21100
TM0304-2004 Offshore Platform Atmospheric and Splash Zone Maintenance Coating System Evaluation
21245
TM0404-2004 Offshore Platform Atmospheric and Splash Zone New Construction Coating System Evaluation 21246
Reports Item NumberNACE Publication 80200/SSPC-TR 4 Preparation of Protective Coating Specifications for Atmospheric Service 24209NACE Publication 02103 Liquid-Applied Coatings for High-Temperature Atmospheric Service 24219NACE Publication 02203/ICRI Technical Guideline 03741/SSPC-TR 5
Design, Installation, and Maintenance of Protective Polymer Flooring Systems for Concrete 24220
Immersion/Buried ServiceStandards Item NumberSP0274-2011 (formerly RP0274) High-Voltage Electrical Inspection of Pipeline Coatings Prior to Installation 21010RP0375-2006 Field-Applied Underground Wax Coating Systems for Underground Pipelines:
Application, Performance, and Quality Control21013
SP0185-2007 (formerly RP0185) Extruded Polyolefin Resin Coating Systems with Soft Adhesives for Underground or Submerged Pipe
21029
SP0111-2011 Coating Technical File in Accordance with the IMO Performance Standard for Protective Coatings
21153
SP0188-2006 (formerly RP0188) Discontinuity (Holiday) Testing of New Protective Coatings on Conductive Substrates 21038SP0288-2011 (formerly RP0288) Inspection of Linings on Steel and Concrete 21039SP0490-2007 (formerly RP0490) Holiday Detection of Fusion-Bonded Epoxy External Pipeline Coatings of 250 to 760
µm (10 to 30 mils)21045
SP0892-2007 (formerly RP0892) Coatings and Linings over Concrete for Chemical Immersion and Containment Service 21060RP0394-2002 Application, Performance, and Quality Control of Plant-Applied, Fusion-Bonded Epoxy
External Pipe Coating21064
SP0298-2007 (formerly RP0298) Sheet Rubber Linings for Abrasion and Corrosion Service 21085RP0399-2004 Plant-Applied, External Coal Tar Enamel Pipe Coating Systems: Application,
Performance, and Quality Control21089
NACE No. 10/SSPC-PA 6 Fiberglass-Reinforced Plastic (FRP) Linings Applied to Bottoms of Carbon Steel Aboveground Storage Tanks (RP0202-2002)
21093
RP0402-2002 Field-Applied Fusion-Bonded Epoxy (FBE) Pipe Coating Systems for Girth Weld Joints: Application, Performance, and Quality Control
21096
RP0105-2005 Liquid-Epoxy Coatings for External Repair, Rehabilitation, and Weld Joints on Buried Steel Pipelines
21106
SP0181-2006 (formerly RP0181) Liquid-Applied Internal Protective Coatings for Oilfield Production Equipment 21025RP0602-2002 Field-Applied Coal Tar Enamel Pipe Coating Systems: Application, Performance, and
Quality Control21098
NACE No. 11/SSPC-PA 8 Thin-Film Organic Linings Applied in New Carbon Steel Process Vessels (RP0103-2003) 21099RP0303-2003 Field-Applied Heat-Shrinkable Sleeves for Pipelines: Application, Performance, and
Quality Control21101
RP0304-2004 Design, Installation, and Operation of Thermoplastic Liners for Oilfield Pipelines 21103TM0174-2002 Laboratory Methods for the Evaluation of Protective Coatings and Lining Materials on
Metallic Substrates in Immersion Service21206
TM0102-2002 Measurement of Protective Coating Electrical Conductance on Underground Pipelines 21241TM0104-2004 Offshore Platform Ballast Water Tank Coating System Evaluation 21243TM0204-2004 Exterior Protective Coatings for Seawater Immersion Service 21244SP0109-2009 Field Application of Bonded Tape Coatings for External Repair, Rehabilitation, and Weld
Joints on Buried Metal Pipelines21143
TM0109-2009 Aboveground Survey Techniques for the Evaluation of Underground Pipeline Coating Condition
21254

Spring 2014 InspectThis! 15
Coatings ResourcesSurface Preparation
Standards Item Number
SP0178-2007 (formerly RP0178) Design, Fabrication, and Surface Finish Practices for Tanks and Vessels to be Lined for Immersion Service
21022
RP0287-2002 Field Measurement of Surface Profile of Abrasive Blast Cleaned Steel Surfaces Using a Replica Tape
21035
TM0105-2012 Test Procedures for Organic-Based Conductive Coating Anodes for Use on Concrete Structures 21247
NACE No. 1/SSPC-SP 5 White Metal Blast Cleaning (SP0494-2007) 21065
NACE No. 2/SSPC-SP 10 Near-White Metal Blast Cleaning (SP0594-2007) 21066
NACE No. 3/SSPC-SP 6 Commercial Blast Cleaning (SP0694-2007) 21067
NACE No. 4/SSPC-SP 7 Brush-Off Blast Cleaning (SP0794-2007) 21068
WJ-1: SP0212-2012 Joint Surface Preparation Standard Waterjet Cleaning of Metals—Clean to Bare Substrate (WJ-1)
21158
WJ-2: SP0312-2012 Joint Surface Preparation Standard Waterjet Cleaning of Metals—Very Thorough Cleaning (WJ-2)
21155
WJ-3: SP0412-2012 Joint Surface Preparation Standard Waterjet Cleaning of Metals—Thorough Cleaning (WJ-3)
21156
WJ-4: SP0512-2012 Joint Surface Preparation Standard Waterjet Cleaning of Metals—Light Cleaning (WJ-4) 21157
NACE No. 6/SSPC-SP 13 Surface Preparation of Concrete (RP0397-2003) 21082
NACE No. 8/SSPC-SP 14 Industrial Blast Cleaning (SP0299-2007) 21088
NACE No. 13/SSPC-ACS-1 Industrial Coating and Lining Application Specialist Qualification and Certification 21122
SP0508-2010 Methods of Validating Equivalence to ISO 8502-9 on Measurement of the Levels of Soluble Salts
21134
SP0213-2013 Definition of Set Soluble Salt Levels by Conductivity Measurements 21172
Reports Item Number
NACE Publication 6A192/SSPC-TR 3 Dehumidification and Temperature Control During Surface Preparation, Application, and Curing for Coatings/Linings of Steel Tanks, Vessels, and Other Enclosed Spaces
24083
NACE Publication 6G194/SSPC-TR 1 Thermal Precleaning 24183
NACE Publication 6G197/SSPC-TU 2 Design, Installation, and Maintenance of Coating Systems for Concrete Used in Secondary Containment
24193
NACE Publication 6G198/SSPC-TR 2 Wet Abrasive Blast Cleaning 24199
Land Transportation
Standards Item Number
SP0386-2007 (formerly RP0386) Application of a Coating System to Interior Surfaces of Covered Steel Hopper Rail Cars in Plastic, Food, and Chemical Service
21033
SP0592-2006 (formerly RP0592) Application of a Coating System to Interior Surfaces of New and Used Rail Tank Cars in Concentrated (90 to 98%) Sulfuric Acid Service
21057
RP0692-2003 Application of a Coating System to Exterior Surfaces of Steel Rail Cars 21058
SP0295-2008 (formerly RP0295) Application of a Coating System to Interior Surfaces of New and Used Rail Tank Cars 21070
RP0495-2003 Guidelines for Qualifying Personnel as Abrasive Blasters and Coating and Lining Applicators in the Rail Industries
21072
SP0398-2006 (formerly RP0398) Recommendations for Training and Qualifying Personnel as Railcar Coating and Lining Inspectors
21086
SP0302-2007 (formerly RP0302) Selection and Application of a Coating System to Interior Surfaces of New and Used Rail Tank Cars in Molten Sulfur Service
21095
Reports Item Number
NACE Publication 14C296 Protective Coatings for Mitigating Corrosion Under Insulation on Rail Tank Cars 24191
NACE Publication 6G198/SSPC-TR 2 Wet Abrasive Blast Cleaning 24199

16 InspectThis! Spring 2014Introducing the 3-Year Warranty on the Model 10/20 Holiday Detector!Introducing the 3-Year Warranty on the Model 10/20 Holiday Detector!Introducing the 3-Year Warranty on the Model 10/20 Holiday Detector!