bloques prismaticos de control - panel de … · hoja de procesos - hoja de instrucciones diseño...
TRANSCRIPT
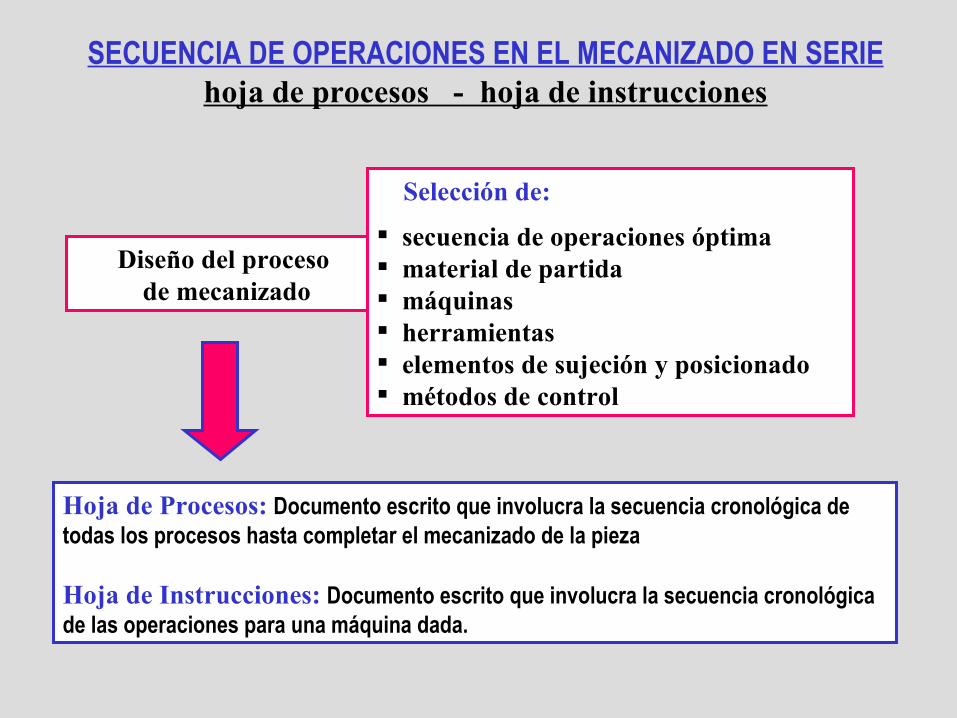
SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIEhoja de procesos - hoja de instrucciones
Diseño del proceso de mecanizado
Hoja de Procesos: Documento escrito que involucra la secuencia cronológica de todas los procesos hasta completar el mecanizado de la pieza
Hoja de Instrucciones: Documento escrito que involucra la secuencia cronológica de las operaciones para una máquina dada.
Selección de: secuencia de operaciones óptima material de partida máquinas herramientas elementos de sujeción y posicionado métodos de control
PIEZA
funcionalidad en la máquina o conjunto mecánico
tecnología de fabricación
factibilidad de montaje
exactitud requerida (tolerancia)
porción del material elegido, limitado por una serie de superficies situadas unas respecto a otras elegidas como base
El diseño y proyecto de la pieza debe contemplar:
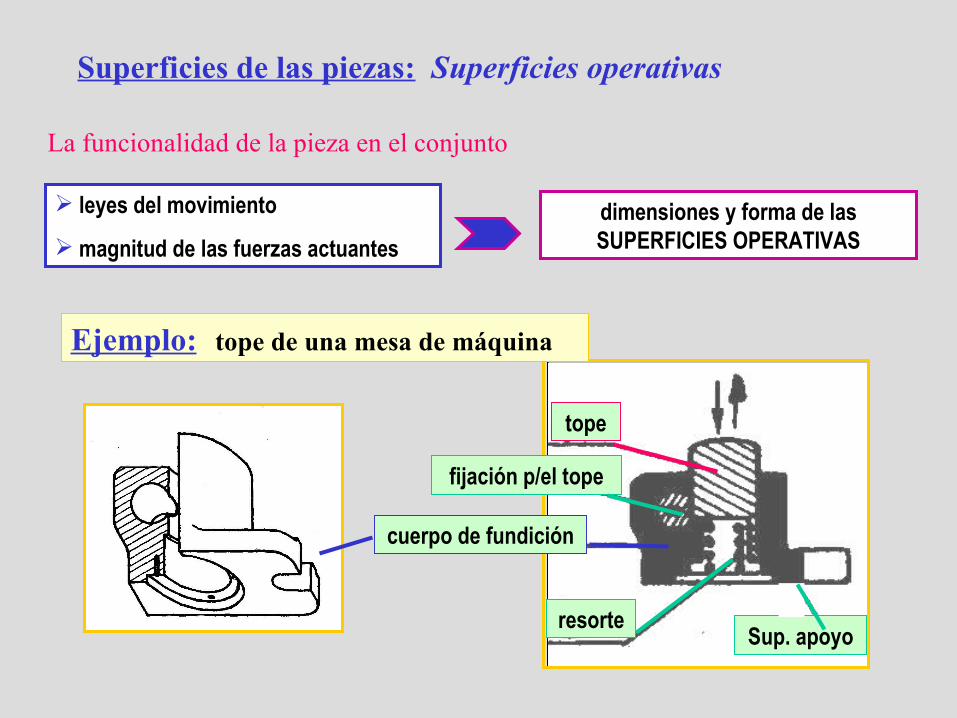
Superficies de las piezas: Superficies operativas
leyes del movimiento magnitud de las fuerzas actuantes
dimensiones y forma de lasSUPERFICIES OPERATIVAS
Ejemplo: tope de una mesa de máquina
cuerpo de fundición
fijación p/el tope
tope
resorte Sup. apoyo
La funcionalidad de la pieza en el conjunto
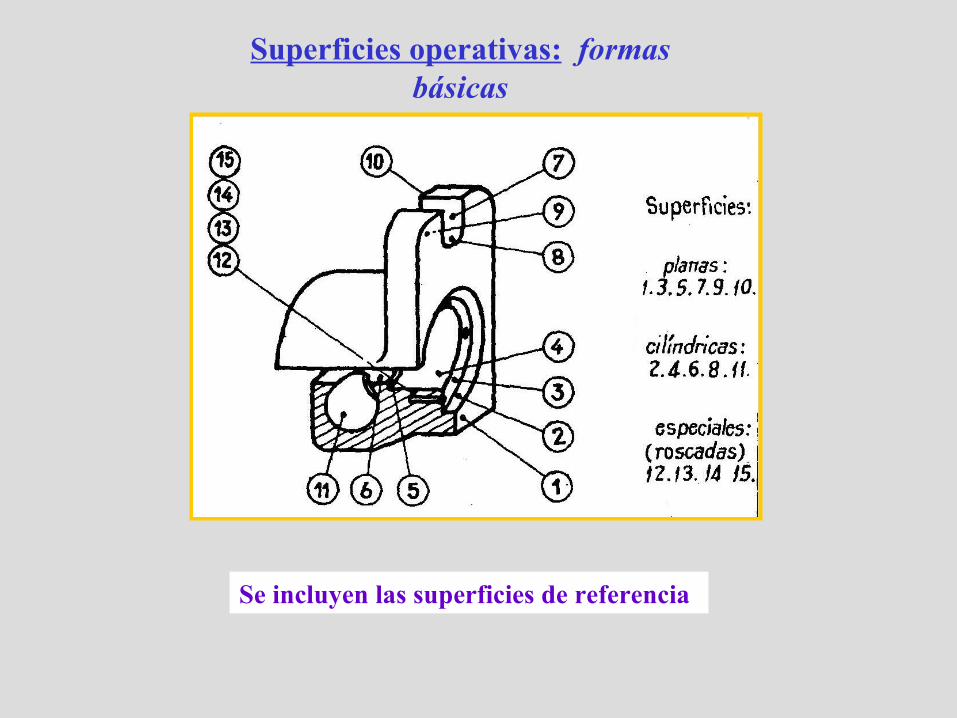
Superficies operativas: formas básicas
Se incluyen las superficies de referencia
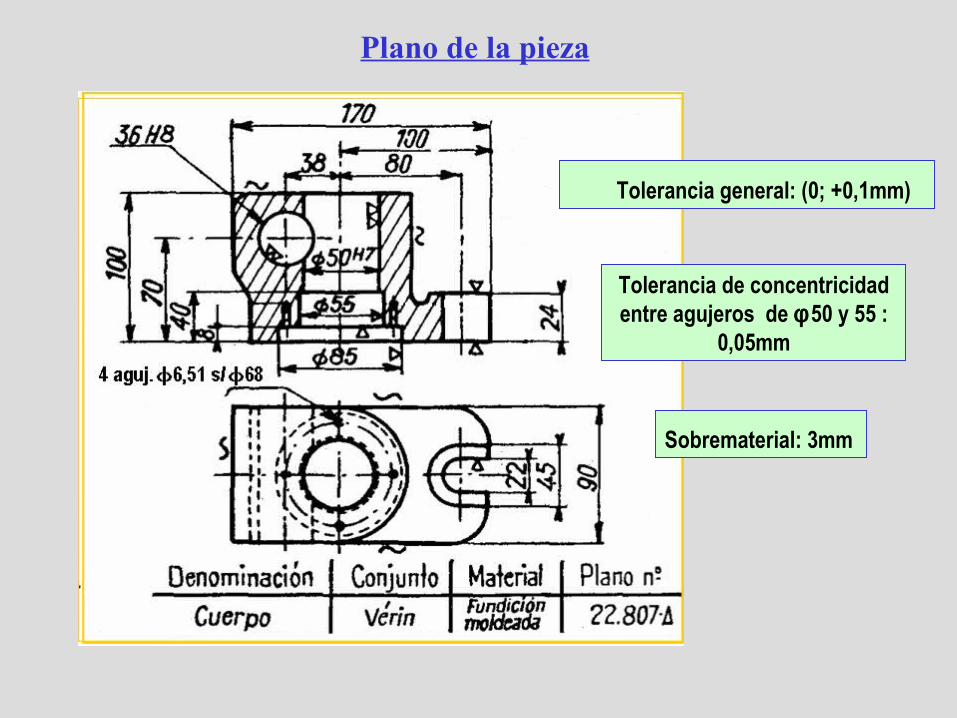
Plano de la pieza
Tolerancia general: (0; +0,1mm)
Tolerancia de concentricidad entre agujeros de φ 50 y 55 :
0,05mm
Sobrematerial: 3mm
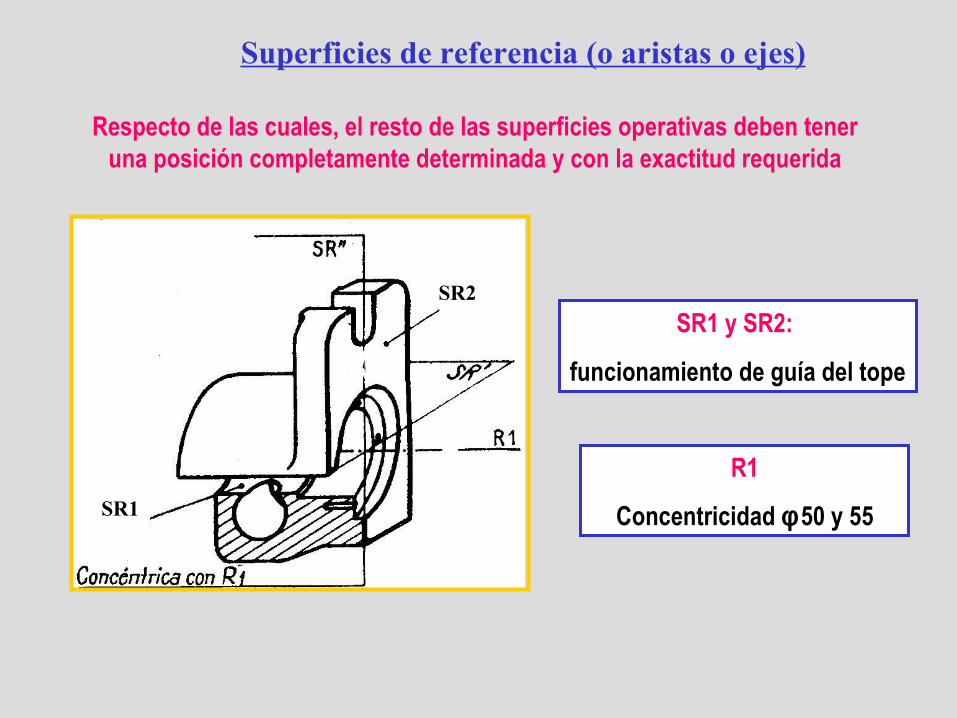
Superficies de referencia (o aristas o ejes)
SR1
SR2
Respecto de las cuales, el resto de las superficies operativas deben tener una posición completamente determinada y con la exactitud requerida
SR1 y SR2:
funcionamiento de guía del tope
R1
Concentricidad φ 50 y 55
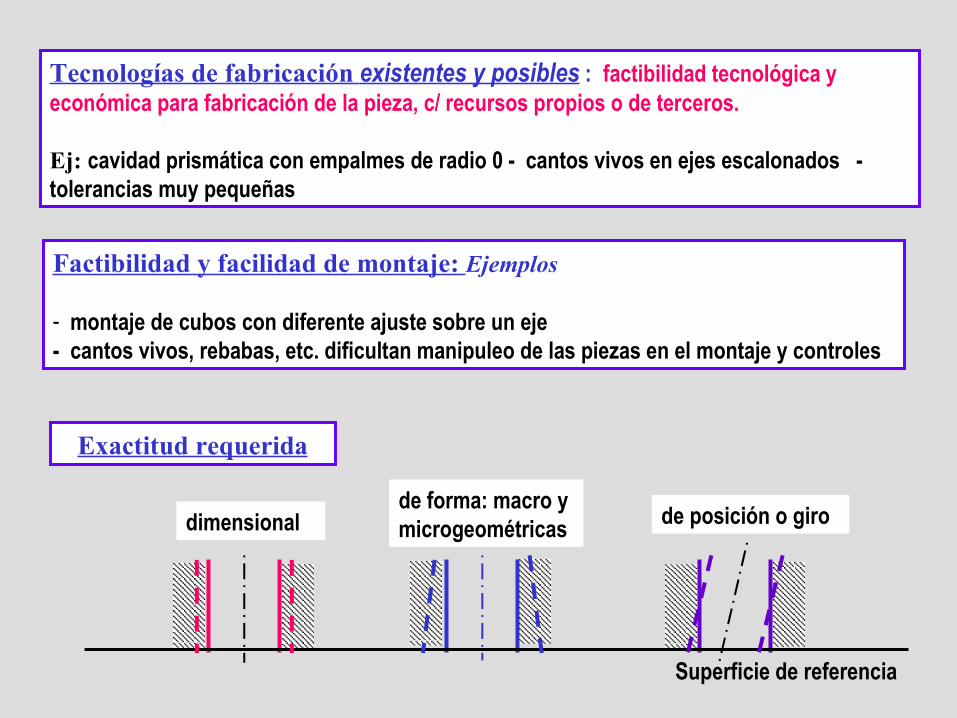
Tecnologías de fabricación existentes y posibles : factibilidad tecnológica y económica para fabricación de la pieza, c/ recursos propios o de terceros.
Ej: cavidad prismática con empalmes de radio 0 - cantos vivos en ejes escalonados - tolerancias muy pequeñas
Factibilidad y facilidad de montaje: Ejemplos
- montaje de cubos con diferente ajuste sobre un eje - cantos vivos, rebabas, etc. dificultan manipuleo de las piezas en el montaje y controles
Exactitud requerida
dimensional
Superficie de referencia
de forma: macro y microgeométricas de posición o giro
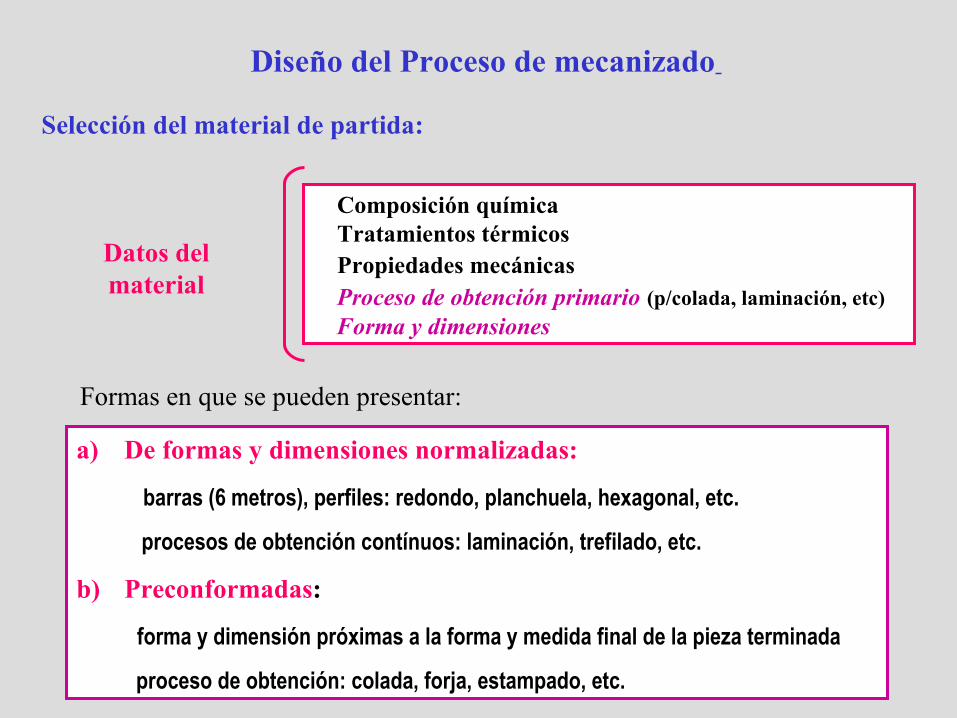
Diseño del Proceso de mecanizado
Selección del material de partida:
Composición química Tratamientos térmicos Propiedades mecánicas Proceso de obtención primario (p/colada, laminación, etc) Forma y dimensiones
Datos del material
a) De formas y dimensiones normalizadas:
barras (6 metros), perfiles: redondo, planchuela, hexagonal, etc.
procesos de obtención contínuos: laminación, trefilado, etc.
b) Preconformadas:
forma y dimensión próximas a la forma y medida final de la pieza terminada
proceso de obtención: colada, forja, estampado, etc.
Formas en que se pueden presentar:
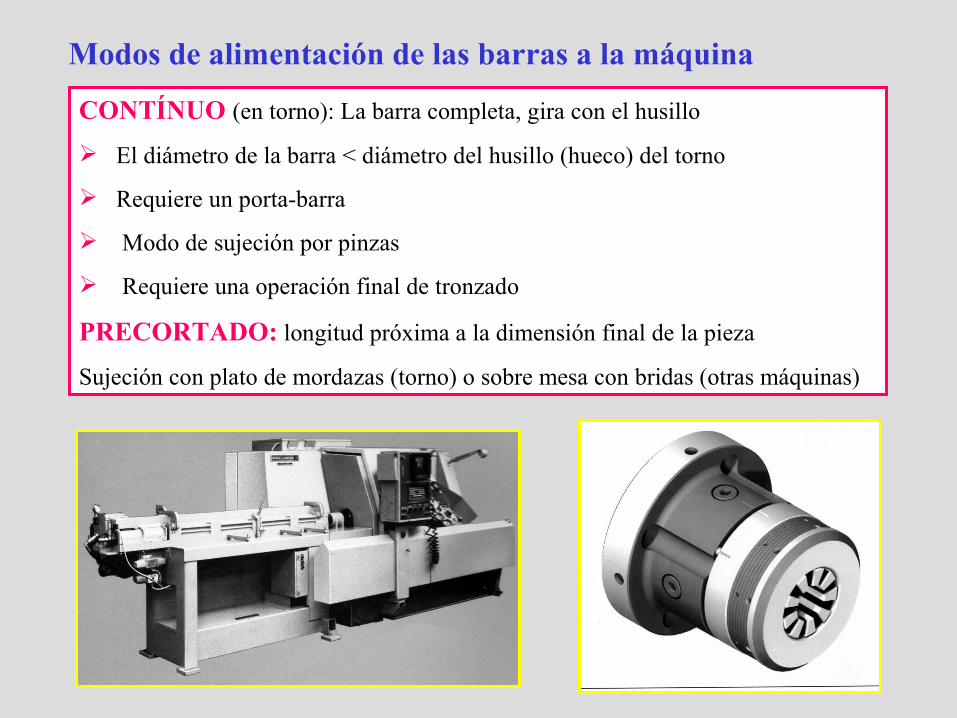
Modos de alimentación de las barras a la máquina
CONTÍNUO (en torno): La barra completa, gira con el husillo
El diámetro de la barra < diámetro del husillo (hueco) del torno
Requiere un porta-barra
Modo de sujeción por pinzas
Requiere una operación final de tronzado
PRECORTADO: longitud próxima a la dimensión final de la pieza
Sujeción con plato de mordazas (torno) o sobre mesa con bridas (otras máquinas)
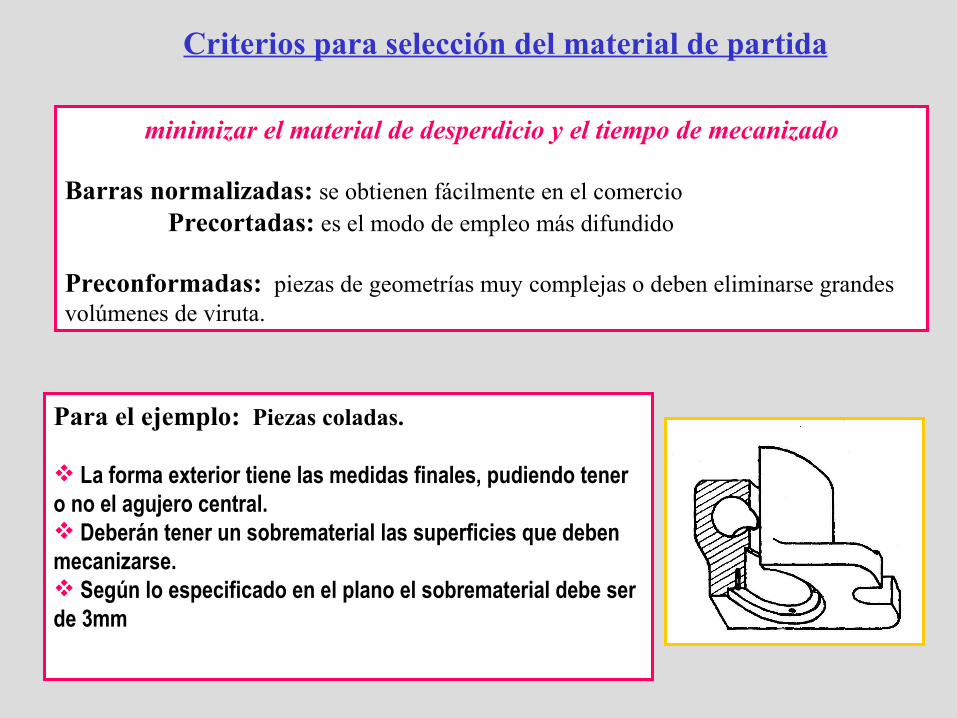
Criterios para selección del material de partida
minimizar el material de desperdicio y el tiempo de mecanizado Barras normalizadas: se obtienen fácilmente en el comercio Precortadas: es el modo de empleo más difundido
Preconformadas: piezas de geometrías muy complejas o deben eliminarse grandes volúmenes de viruta.
Para el ejemplo: Piezas coladas.
La forma exterior tiene las medidas finales, pudiendo tener o no el agujero central. Deberán tener un sobrematerial las superficies que deben mecanizarse. Según lo especificado en el plano el sobrematerial debe ser de 3mm
Selección de la máquina-herramienta
Material y tratamiento térmico = Dureza
Blandos o dúctiles: Buena maquinabilidad. Dificultan el grado de rugosidad. Maquinas convencionales
Dureza media: Buen comportamiento en general. Máquinas convencionales
Duros o con tratamientos térmicos: Exigen un cierto tipo de máquina o principio de corte.
* Desbaste previo al tratamiento térmico: forma y dimensión próximas a las finales. Mecanizado convencional: torneado, fresado, etc.
* Terminación: Mecanizado convencional: Corte abrasivo (rectificado) Mecanizado no convencional: Electroerosión (incluye el desbaste)
Forma de la superficie: está determinada por los movimientos relativos pieza y herramienta
Tamaño de la pieza: Influye sobre: desplazamientos mínimos según cada eje de movimiento tamaño de la mesa en fresadora, etc., diámetro de volteo en el torno
Volumen de arranque de viruta desbastes: potencia, rendimiento y robustez de la máquina terminación: huelgos, precisión geométrica, etc.
Tamaño del lote pequeños lotes: máquinas convencionales grandes producciones. máquinas automáticas (transfer, especiales, etc.) lotes medianos o variados: máquinas CNC
Selección de la máquina-herramienta
Tolerancia y terminación superficial
El principio de corte: con herramientas monocortantes (torneado, etc) o multifilos (fresado, etc) tolerancia y acabados bastos y semibastos con abrasivos (rectificado, bruñido, etc) tolerancias pequeñas y buen acabado superficial
La precisión de la máquina: diseño y tecnología de fabricación, rigidez (vibraciones y compensación de esfuerzos estáticos y dinámicos), huelgos en los elementos de guía, centrado y alineación de husillos.
Selección de la máquina-herramienta (otros factores)
Selección de la máquina-herramienta
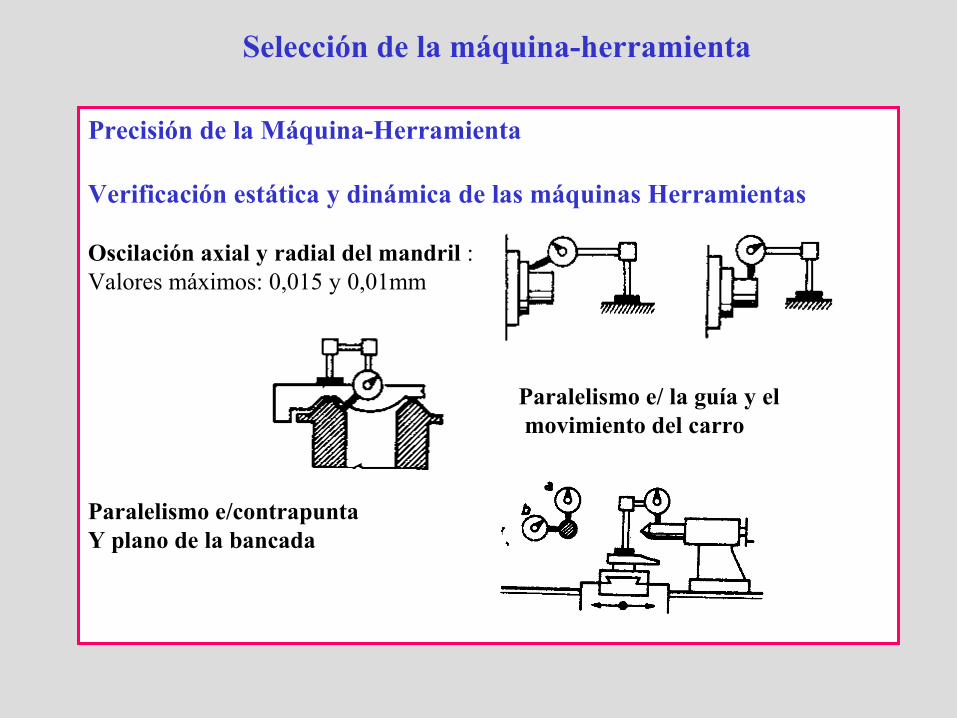
Precisión de la Máquina-Herramienta
Verificación estática y dinámica de las máquinas Herramientas
Oscilación axial y radial del mandril : Valores máximos: 0,015 y 0,01mm
Paralelismo e/ la guía y el movimiento del carro
Paralelismo e/contrapuntaY plano de la bancada
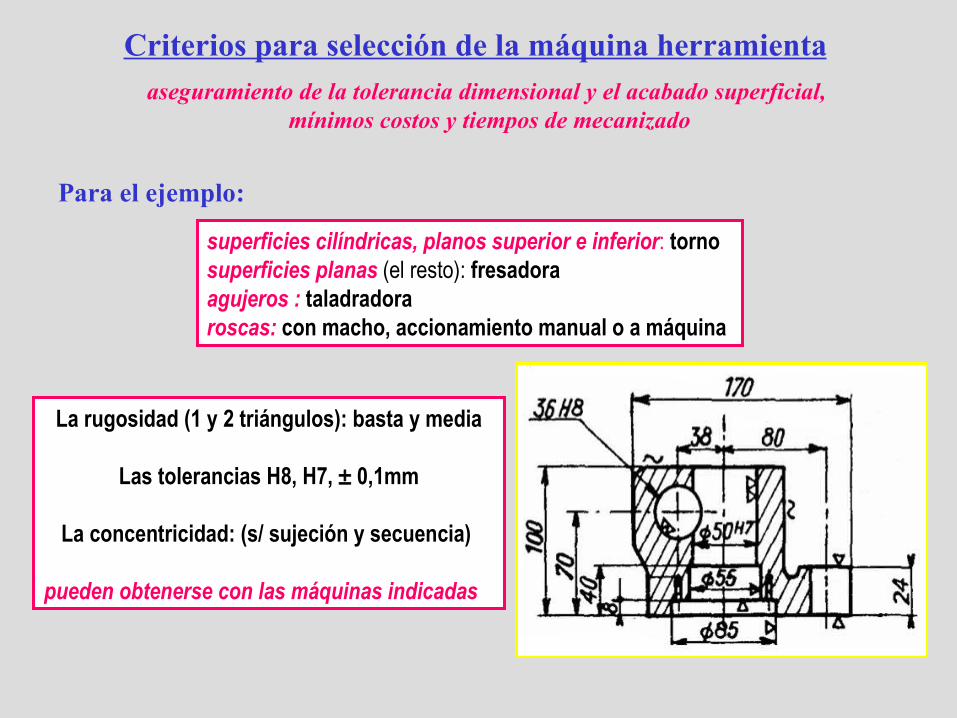
superficies cilíndricas, planos superior e inferior: torno superficies planas (el resto): fresadoraagujeros : taladradoraroscas: con macho, accionamiento manual o a máquina
Criterios para selección de la máquina herramientaaseguramiento de la tolerancia dimensional y el acabado superficial,
mínimos costos y tiempos de mecanizado
La rugosidad (1 y 2 triángulos): basta y media
Las tolerancias H8, H7, ± 0,1mm
La concentricidad: (s/ sujeción y secuencia)
pueden obtenerse con las máquinas indicadas
Para el ejemplo:
Accesorios de sujeción y posicionado de la pieza a la máquina
En torno: Se restringen los tres planos coordenados: dos contienen al eje de husillo, el tercero es normal al eje
a) La superficie de partida es el cilindro (interior o exterior). b) La superficie de partida es de forma compleja o asimétrica
Posicionado: Eje de husillo (de giro) = Eje de cilindro Sujeción: Plato de mordazas o pinzas.
Se debe asegurar la posición relativa pieza - herramienta en todo el tiempo de trabajo restringiendo los 6 grados de libertad (3 planos, 3 ejes de desplazamientos y 3 de giro)
Se seleccionan las superficies del material de partida y los accesorios (montajes) para el posicionado y sujeción de la pieza a la máquina
Superficies del material de partida
Condición: en bruto o con un mecanizado previo
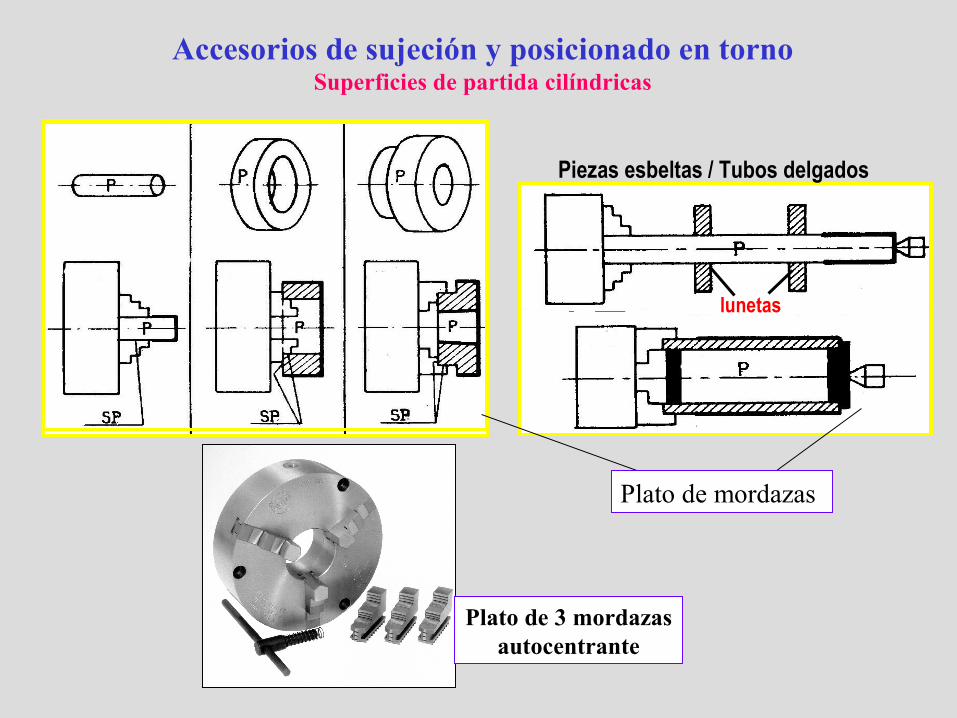
lunetas
Accesorios de sujeción y posicionado en tornoSuperficies de partida cilíndricas
Piezas esbeltas / Tubos delgados
Plato de mordazas
Plato de 3 mordazas autocentrante

Plato de arrastre, brida y puntas
Accesorios de sujeción y posicionado en tornoSuperficies de partida cilíndricas: Tolerancias de posición o giro
Piezas huecas: Se diseñan dispositivos de posicionado y arrastre adaptados a la pieza
Punta y puntos de arrastre
Mecanizado entre puntas
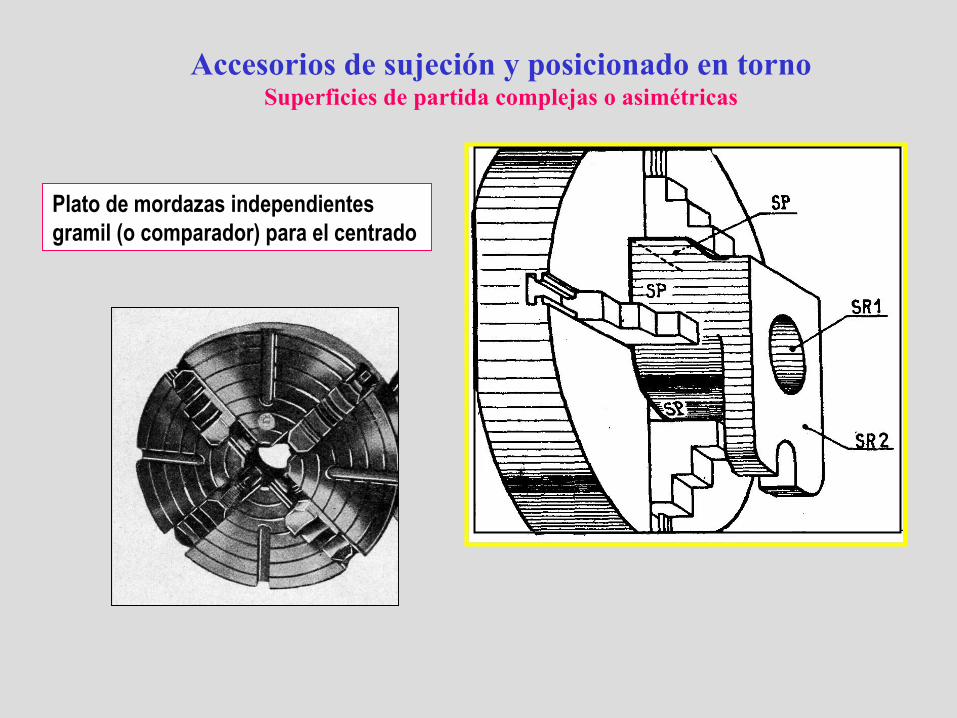
Accesorios de sujeción y posicionado en tornoSuperficies de partida complejas o asimétricas
Plato de mordazas independientes gramil (o comparador) para el centrado
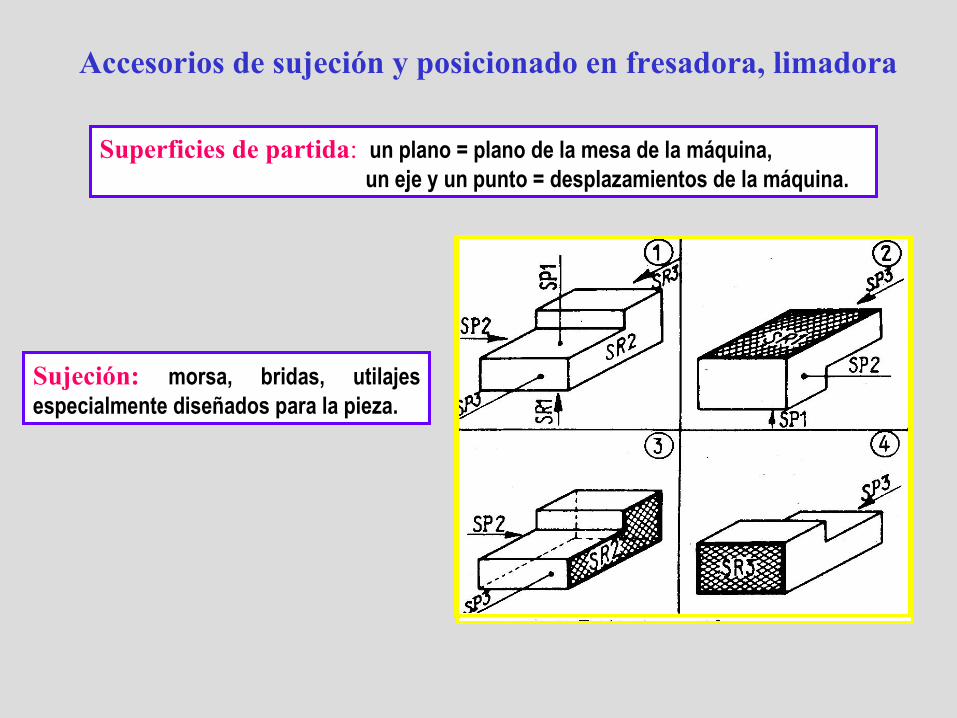
Superficies de partida: un plano = plano de la mesa de la máquina, un eje y un punto = desplazamientos de la máquina.
Sujeción: morsa, bridas, utilajes especialmente diseñados para la pieza.
Accesorios de sujeción y posicionado en fresadora, limadora
Fuerzas elásticas: pernos de fijación
Fuerza de gravedad: peso propio de la pieza sobre un plano horizontal. Torno vertical, alesadoras y cepilladoras
Fuerzas magnéticas y electromágneticas (materiales ferrosos): bajos esfuerzos de mecanizado. Rectificado.
Fuerzas neumáticas (bajos y medianos esfuerzos) e hidraúlicas (alto esfuerzo)
Fuerza de rozamiento: rozamiento entre la superficie de apoyo de la pieza y la mesa. compensa esfuerzos de mecanizado. Rugosidades medias en esas superficies.
Deben asegurar la posición relativa pieza - herramienta en todo el tiempo de trabajo
Deben absorber los esfuerzos y momentos de corte en magnitud, dirección y sentido.
Accesorios de sujeción y posicionado
Fuerza de sujeción
Selección de la herramienta de corte
Herramienta de corte: material geometría (ángulos, longitud filo, radio punta, tamaño y forma).
Material a mecanizar: Determina el material y la geometría de la herramienta. Tipo de operación: De desbaste o terminación y según la máquina: Torno: Cilindrado, frenteado, perfilados exteriores o interiores Formas especiales: ranurados, roscados, acuerdos circulares. Fresa: planeado, contorneado, ranurado, tallado de engranajes, etc.
Portaherramienta: (tamaño) Esfuerzos de corte en el mecanizado Tamaño de los alojamientos en la torreta o husillo de la máquina.
las características están normalizadas, su identificación se establece según la norma ISO
Factores
Factores
Características
Desbaste y terminación: “Optimización del Mecanizado”
Otras operaciones: frenteado, ranurado o roscado
producen condiciones de corte desfavorables: mayores esfuerzos o tendencia a vibraciones, etc. los valores de las condiciones de corte son generalmente menores
Selección de las condiciones de corte
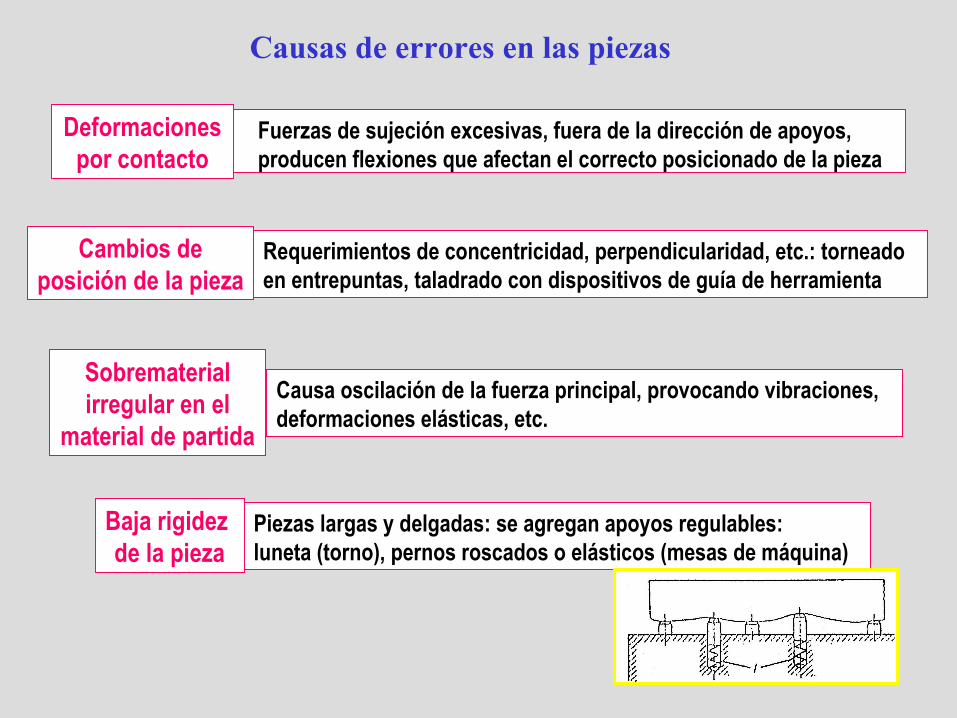
Causas de errores en las piezas
Fuerzas de sujeción excesivas, fuera de la dirección de apoyos, producen flexiones que afectan el correcto posicionado de la pieza
Deformaciones por contacto
Baja rigidez de la pieza
Piezas largas y delgadas: se agregan apoyos regulables: luneta (torno), pernos roscados o elásticos (mesas de máquina)
Cambios de posición de la pieza
Requerimientos de concentricidad, perpendicularidad, etc.: torneado en entrepuntas, taladrado con dispositivos de guía de herramienta
Sobrematerial irregular en el
material de partidaCausa oscilación de la fuerza principal, provocando vibraciones, deformaciones elásticas, etc.
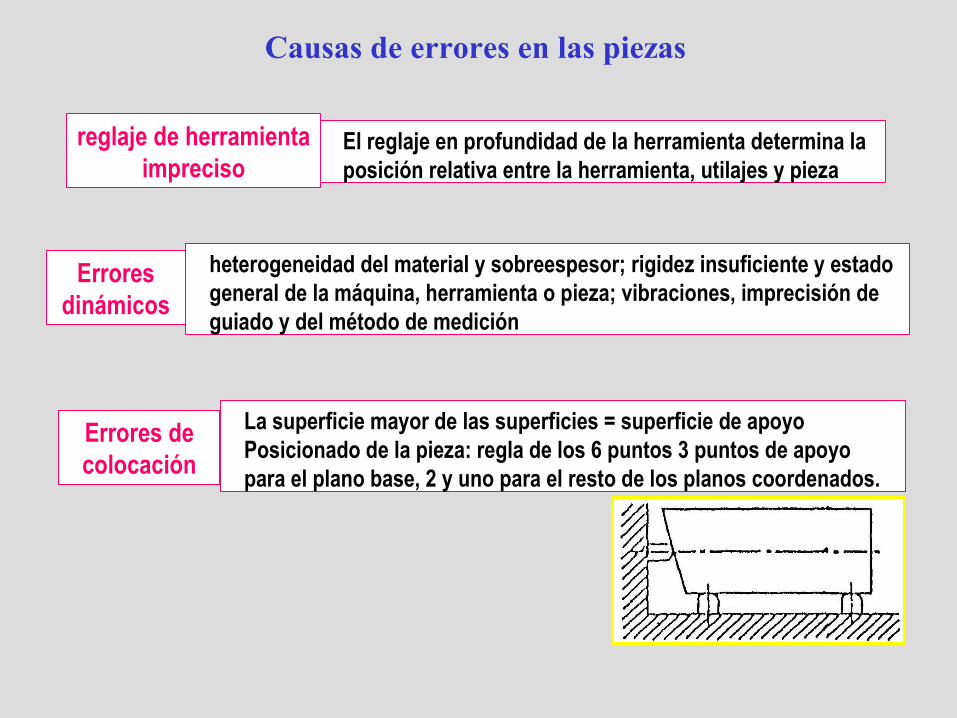
Causas de errores en las piezas
El reglaje en profundidad de la herramienta determina la posición relativa entre la herramienta, utilajes y pieza
reglaje de herramienta impreciso
heterogeneidad del material y sobreespesor; rigidez insuficiente y estado general de la máquina, herramienta o pieza; vibraciones, imprecisión de guiado y del método de medición
Errores dinámicos
Errores de colocación
La superficie mayor de las superficies = superficie de apoyoPosicionado de la pieza: regla de los 6 puntos 3 puntos de apoyo para el plano base, 2 y uno para el resto de los planos coordenados.
Primera operación: Se mecanizan en forma definitiva las superficies que van a ser utilizadas como bases para efectuar el resto de las operaciones: frenteado en torno, planeado y contorneado completo de la pieza en limadora o fresadora. Operaciones de desbaste: Criterio de mínimos tiempos de mecanizado y pasivos, mínimo Nº de pasadas, optimizando el uso de las herramientas y la máquina. Operaciones de terminación: Acorde al grado de precisión dimensional y rugosidad superficial, se optará por la misma máquina u otro de mayor precisión. Controles de medida: Se efectúan controles parciales durante el desbaste, en el acabado, luego de cada pasada y un control final antes de desmontar la pieza. Selección de los instrumentos de acuerdo a la Regla de Oro de la Metrología.
Secuencia de operacionesComprende secuencia cronológica de todas las operaciones hasta obtener la pieza, incluido el control dimensional final.
Se determinan los tiempos parciales por operación y total unitario por pieza.
HOJA DE PROCESOS: consta de encabezado con el nombre de la pieza y del conjunto al que pertenece, un croquis de la misma y número de plano, etc. listado de operaciones, la máquina, y el tiempo en c/ máquina, y el tiempo total.
Fase de mecanizado
Máquina Nº de máquina
Tiempo
Fase de mecanizado: Incluye todas las operaciones efectuadas entre cada cambio de posición de la pieza en la misma o distintas máquinas.
Hoja de Procesos
Comprende las operaciones en distintas máquinas, los tratamientos térmicos, controles de calidad, tiempos de espera entre procesos, almacenaje, etc.
Documento escrito, con la secuencia cronológica de todos los procesos, los elementos básicos y el tiempo necesario para su ejecución.
El tiempo de preparación de la máquina, que incluye la carga de las herramientas, se divide por el número de piezas producidas
Hoja de Instrucciones
Listado de operaciones de cada fase de mecanizado, elementos empleados, tiempos parciales de cada operación y tiempo total por pieza
Incluye listado y tiempos de puesta en marcha de la máquina, sujeción de la pieza, maniobras de posicionado de la herramienta, controles de medidas, etc