bernardo bellavinha araÚjo - arquivo.ufv.brarquivo.ufv.br/dep/engprod/trabalhos de...
TRANSCRIPT

VIÇOSA MINAS GERAIS – BRASIL
2005
BERNARDO BELLAVINHA ARAÚJO
A MENSURAÇÃO DO TRABALHO NA LOGÍSTICA DE MOVIMENTAÇÃO INTERNA DE MATERIAIS – O CASO DA VOLKSWAGEN NAVARRA S.A.
Trabalho apresentado ao Departamento de Engenharia Elétrica e de Produção da Universidade Federal de Viçosa como parte das exigências para a conclusão do curso de Engenharia de Produção.
Orientador
Prof. José Luís Braga

SUMÁRIO
1. INTRODUÇÃO.................................................................................................... 3
2. REVISÃO DE LITERATURA ........................................................................... 4
3. ASPECTOS METODOLÓGICOS..................................................................... 6
4. RESULTADOS................................................................................................... 11
5. DISCUSSÃO....................................................................................................... 12
6. CONCLUSÃO .................................................................................................... 13
7. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................. 15
8. ANEXOS ............................................................................................................. 16

LISTA DE FIGURAS
Figura 1 - Fluxo da Metodologia............................................................................................. 7
Figura 2 - Fluxo da Etapa de Levantamento de Dados ........................................................ 9
Figura 3- Planilha Resultado Final....................................................................................... 12

3
1. INTRODUÇÃO
Este trabalho vem a cumprir com as exigências de conclusão do curso de graduação de
Engenharia de Produção da Universidade Federal de Viçosa. Foi iniciado em agosto de 2004
por meio de estágio curricular realizado na fábrica da Volkswagen Navarra S.A. localizada na
cidade de Pamplona, na província de Navarra, na Espanha.
A Volkswagen Navarra S.A. tem como principal atividade a produção do modelo
Volkswagen (VW) Polo. Sua produção diária é de aproximadamente 1235 carros que se
destinam principalmente a mercados dos paises do oeste europeu. A fábrica emprega
diretamente mais de 4500 pessoas, que se dividem nos diversos departamentos
administrativos e pelos cinco setores produtivos: prensa, funilaria, pintura, motores e
montagem.
A VW Navarra não dispunha de um método para calcular a demanda de trabalho dos
seus operadores de empilhadeira responsáveis pela distribuição de materiais em sua planta.
Havia uma pessoa no Departamento de Planificação Industrial (DPI) que era responsável pelo
cálculo desta demanda. Este trabalhador havia se aposentado um ano antes da data de início
deste estágio, deixando alguns resultados considerados desatualizados, pouco precisos e
insuficientes por parte da direção do departamento. Portanto, em conseqüência da situação
contextualizada acima, formulou-se o seguinte problema: quantificar a demanda de
operadores de empilhadeira necessária para a realização da logística interna de distribuição
de materiais na fábrica da VW Navarra.
As políticas da VW Navarra determinam que o DPI deve constantemente monitorar as
cargas de trabalho de seus operários. Como o DPI carecia de resultados satisfatórios para a
demanda de trabalho dos operadores de empilhadeira, este projeto foi considerado prioritário
para o departamento. Além disso, obter dados sobre as cargas de trabalho de seus operários
constitui-se como importante aspecto no controle do seu processo produtivo.
Vale ressaltar que a mão-de-obra, principalmente nos países desenvolvidos, é
responsável por importante parcela nos custos de produção. Além disso, a saturação e a
competitividade no mercado automobilístico mundial são freqüentemente traduzidas em
políticas constantes de otimização do sistema produtivo. Portanto, o dimensionamento e a
minimização do número de trabalhadores para realizar determinada tarefa são aspectos que se
traduzem em vantagem competitiva para as empresas, à medida que reduzem efetivamente
custos de produção.

4
Neste contexto, o DPI demandou a realização do trabalho que objetivou o cálculo do
número de operadores de empilhadeira necessários para realizar a movimentação interna de
materiais em cada um dos setores de produção da VW Navarra. Como objetivos específicos,
solicitou-se a execução utilizando-se do programa Excel, obtendo como resultado uma
planilha de cálculos com interface amigável, de fácil atualização, utilização e manutenção dos
dados, além de layouts para auxiliar a realização e a compreensão do trabalho. Pediu-se que a
planilha permitisse fácil interpretação visual por parte do usuário.Finalizando, os resultados
foram analisados e, posteriormente, apresentados a direção geral da VW Navarra.
2. REVISÃO DE LITERATURA
As bases teóricas que suportam este trabalho têm como origem os trabalhos realizados
por Frederick Winslow Taylor na Midvale Steel Company iniciados no ano de 1881. A
entrada de Taylor na Midvale Steel Company fez com que ele chegasse à conclusão de que o
sistema operacional da fábrica deixava muito a desejar. Logo após tornar-se o mestre geral,
decidiu tentar mudar o estilo de administração de tal modo que “os interesses dos
trabalhadores e os da empresa fossem os mesmos, que não conflitasse”. Mais tarde, afirmou
que “o maior obstáculo para a cooperação harmoniosa entre a empresa e os trabalhadores era
a incapacidade que a administração tinha em estabelecer uma carga de trabalho apropriada e
justa para a mão-de-obra”. Taylor conseguiu a permissão da presidência da Midvale Steel
Company “para gastar algum dinheiro num estudo científico para a determinação do tempo
necessário ao desempenho de vários tipos de trabalho”. Foi a partir de então que pela primeira
vez encarou-se questões do tipo “Qual é a melhor maneira de se executar esta tarefa?” e “Qual
deveria ser a tarefa de trabalho diária de um operário?” (BARNES, 1977).
Contemporâneo e de forma a complementar os estudos de Taylor, destaca-se o
trabalho pioneiro de Frank B. Gilbreth e sua esposa Lillian M. Gilbreth. Enquanto que Taylor
estava ligado principalmente ao estudo de tempo, o casal Gilbreth aperfeiçoava seus trabalhos
juntando-lhes o estudo de movimentos, onde o objetivo era reduzir a fadiga provocada pela
execução de um certo trabalho (FULLMANN, 1975).
O propósito para a realização destas medições era determinar a maneira mais eficiente
de desenvolver uma tarefa específica. Assim, os gerentes podiam comparar os desempenhos
dos trabalhadores para o estabelecimento de padrões. Esses padrões de trabalho, que
determinavam quanto tempo seria necessário para desenvolver um certo conjunto de tarefas,
ainda forneciam a base para verificar os custos de mão-de-obra associados com a manufatura.
Além destes fatores, vale ressaltar que uma parte integral no desenvolvimento de processos
5
operacionais é a determinação das tarefas que devem ser desenvolvidas pelos trabalhadores
(DAVIS et al., 2001).
Analisando-se os trabalhos de Taylor e do casal Gilbreth, percebe-se que há
concordância de objetivos com a tarefa proposta pela VW Navarra de quantificar a demanda
de operadores de empilhadeira necessária para a realização da logística interna de distribuição
de materiais na fábrica. Para se calcular o número de trabalhadores necessários para se
realizar tal atividade torna-se fundamental o estudo do trabalho e conseqüentemente a
mensuração do tempo de realização de suas atividades. Assim, pode-se traçar um paralelo
quanto aos propósitos dos trabalhos realizados pelos precursores do estudo de movimentos e
tempos.
Certamente, o principal propósito da VW Navarra ao realizar este trabalho foi
mensurar através da variável tempo o trabalho dos operadores de empilhadeira, objetivando a
otimização dos custos de produção. Segundo Dias (1993), “os custos de movimentação de
materiais influem sobremaneira no produto afetando diretamente o custo final”. A mão-de-
obra responsável pela movimentação interna de materiais age no sistema através de
produtividade, perícia e eficácia, mas, em contrapartida, eleva os custos na folha de
pagamento (MOURA, 1997).
Ainda que onerosa, a logística de distribuição de materiais ou, simplesmente,
movimentação de materiais é essencial ao processo produtivo. Para que a matéria-prima possa
transformar-se ou ser beneficiada, pelo menos um dos três elementos básicos de produção,
homem, máquina ou material, deve movimentar-se ao longo do processo de agregação de
valor ao produto. Entretanto, na maioria dos processos industriais, o material é o elemento
que se movimenta (DIAS, 1993).
Um sistema de movimentação de materiais em uma fábrica deve atender a uma série
de finalidades básicas dentre as quais se destacam a redução de custos, aumento da
capacidade produtiva, melhores condições de trabalho e melhor distribuição. Através da
melhoria deste sistema, todo o processo produtivo é favorecido propiciando ganhos com a
redução de inventários, aumento da produtividade, redução de custo de mão-de-obra, maior
segurança no trabalho, localização estratégica de almoxarifados, melhoria nos serviços ao
usuário e, por fim, maior disponibilidade de material (DIAS, 1993).
Não se pode gerenciar aquilo que não se pode medir. Esta sentença, de autoria
desconhecida, é capaz de expressar e ao mesmo tempo concluir o anseio do DPI para
realização deste trabalho. De acordo com Rummler & Brache (1992), “a medição é o
instrumento central do gerenciamento e do aperfeiçoamento do desempenho e, como tal,
merece tratamento especial”. Ainda segundo Rummler & Brache (1992), “sem medidas, não
6
se tem o desempenho desejado. Com medidas erradas, subotimiza-se o desempenho da
organização”. Concluindo, como o resultado final de trabalhos que buscam mensurar um
determinado sistema adquire-se a habilidade para gerenciar todas as varáveis deste sistema
que afetam o desempenho da organização.
Segundo Rummler & Brache (1992), “sem as medidas, os gerentes não têm base para”:
•••• Comunicar especificamente as expectativas do desempenho aos subordinados.
•••• Saber o que está acontecendo em suas organizações.
•••• Identificar falhas de desempenho que poderiam ser analisadas e eliminadas.
•••• Fornecer feedback que compare um desempenho a um padrão.
•••• Identificar o desempenho que deve ser recompensado.
•••• Tomar e apoiar efetivamente decisões com relação a recursos, planos, políticas,
esquemas e estruturas.
Obviamente, o resultado deste trabalho permitiu a VW Navarra obter um maior
controle sobre uma importante variável responsável por determinada parcela dos custos de seu
processo produtivo. Sobretudo, possibilitou suporte de decisão gerencial tal como apresentado
acima, além de ajustar mais adequadamente a mão-de-obra disponibilizada para o transporte
interno de materiais, e, conseqüentemente, um melhor ajuste dos custos de produção.
3. ASPECTOS METODOLÓGICOS
A metodologia deste trabalho divide-se em sete etapas principais (Figura 1), sendo:
observação aberta, observação sistemática, levantamento de dados, análise dos dados, revisão
de literatura, elaboração de relatório descritivo do projeto realizado, e, por último,
apresentação do trabalho. Este trabalho se inicia por suas etapas práticas (em campo) e se
finda por meio de levantamento teórico que referencie sua realização. As etapas, como se
apresenta a seguir, obedecem a uma ordem lógica ao desenvolvimento do problema proposto
que objetivou o cálculo do número de operadores de empilhadeira necessários para realizar a
movimentação interna de materiais na VW Navarra.

7
•
�
Fonte: Elaborado pelo autor Figura 1 - Fluxo da Metodologia
O trabalho iniciou-se através de observação aberta. Nesta fase inicial os cinco setores
produtivos foram percorridos na companhia de um antigo funcionário que procurou
apresentar superficialmente a empresa. Esta etapa caracterizou-se por questionamentos e
Observação Aberta
Observação Sistemática
Levantamento de Dados
Análise de Dados
Revisão Bibliográfica
Elaboração Relatório
Descritivo do Projeto
Apresentação Escrita e
Oral
8
explicações superficiais que permitiram ao pesquisador conhecer a empresa e sua atividade
produtiva de forma mais geral.
Na seqüência, iniciou-se uma observação sistemática cujo objetivo foi o
aprofundamento de informações relacionadas à produção e, em especial, à logística interna de
movimentação e suprimento de material. Para isso, diversos trabalhadores relacionados
diretamente ao planejamento ou à execução do transporte interno de materiais foram
entrevistados de maneira informal. Sobretudo, os entrevistados foram o gerente e o supervisor
da gestão de materiais de cada um dos setores produtivos, além dos próprios operadores de
empilhadeira. Esta etapa propiciou um aprofundamento do conhecimento referente ao sistema
produtivo, em destaque, ao trabalho do operador de empilhadeira ao realizar a logística
interna de movimentação e suprimento de material.
A jornada dos operadores de empilhadeira consiste basicamente em fornecer os
materiais à linha de produção. Estes materiais se encontram estocados nos armazéns
localizados nos arredores das instalações da fábrica. O ciclo de trabalho dos operadores de
empilhadeira consiste nos seguintes passos: verificar os pedidos de material nos terminais
localizados junto às instalações, dirigir-se aos armazéns, carregar a empilhadeira com o
material solicitado, dirigir-se ao ponto de consumo, efetuar a troca do container cheio pelo
vazio, verificar novamente, caso necessário, os pedidos de materiais, e reiniciar o ciclo
dirigindo-se ao armazém levando o container vazio consigo.
Uma vez interpretada a jornada de trabalho dos operadores de empilhadeira, iniciou-se
a etapa de levantamento de dados (Figura 2) a fim de se obter todas as informações capazes
de solucionar o problema proposto. Para tanto, os dados foram coletados, primeiramente, por
meio de uma pesquisa em documentação existente na fábrica. Para obtenção de dados não
arquivados, realizou-se uma coleta de dados em chão-de-fábrica auxiliando-se de uma
prancheta para anotações. Utilizou-se também de layouts da planta para facilitar a localização
de materiais e instalações. Ao final, formulou-se um banco de dados compreendidos pelos
seguintes aspectos: produção, materiais e sua localização em armazéns e pontos de consumo,
número de peças montadas por veículo, rotas percorridas por empilhadeiras, tempo pré-
estabelecido de manuseio de material, normas de trabalho e segurança, tipo de container
utilizado, e por último, a jornada de trabalho do operador.
9
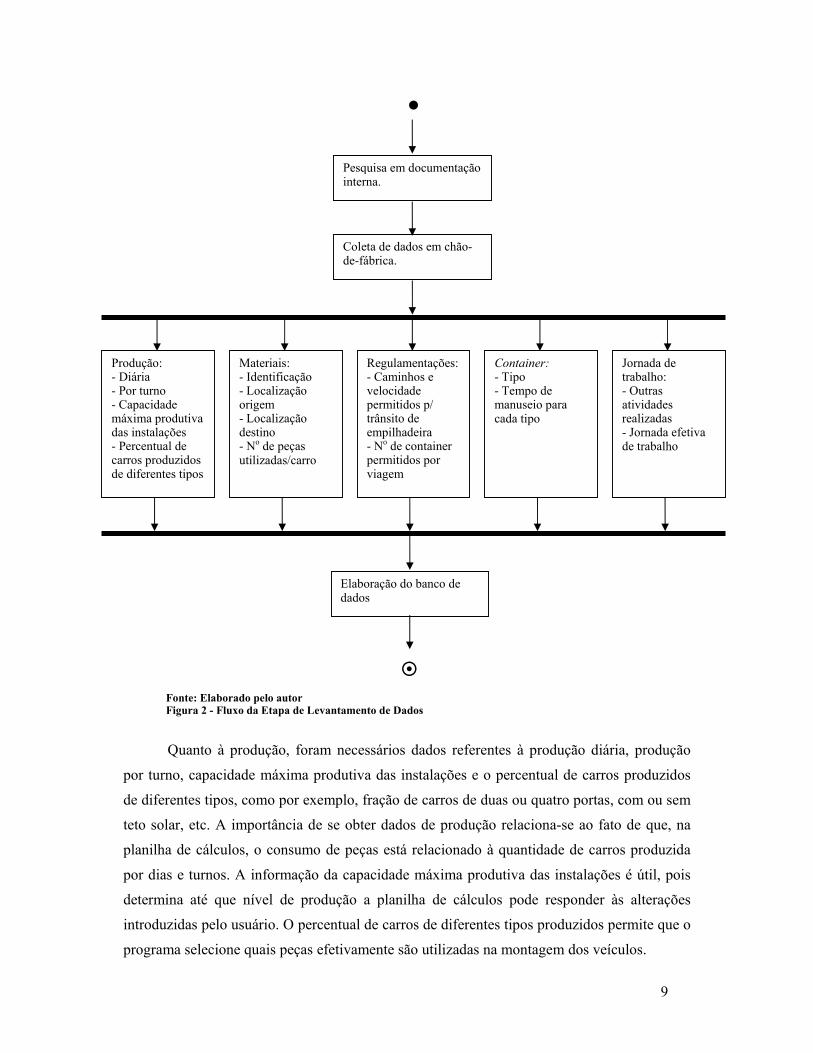
•
� Fonte: Elaborado pelo autor Figura 2 - Fluxo da Etapa de Levantamento de Dados
Quanto à produção, foram necessários dados referentes à produção diária, produção
por turno, capacidade máxima produtiva das instalações e o percentual de carros produzidos
de diferentes tipos, como por exemplo, fração de carros de duas ou quatro portas, com ou sem
teto solar, etc. A importância de se obter dados de produção relaciona-se ao fato de que, na
planilha de cálculos, o consumo de peças está relacionado à quantidade de carros produzida
por dias e turnos. A informação da capacidade máxima produtiva das instalações é útil, pois
determina até que nível de produção a planilha de cálculos pode responder às alterações
introduzidas pelo usuário. O percentual de carros de diferentes tipos produzidos permite que o
programa selecione quais peças efetivamente são utilizadas na montagem dos veículos.
Pesquisa em documentação interna.
Coleta de dados em chão-de-fábrica.
Produção: - Diária - Por turno - Capacidade máxima produtiva das instalações - Percentual de carros produzidos de diferentes tipos
Materiais: - Identificação - Localização origem - Localização destino - No de peças utilizadas/carro
Regulamentações: - Caminhos e velocidade permitidos p/ trânsito de empilhadeira - No de container permitidos por viagem
Container: - Tipo - Tempo de manuseio para cada tipo
Jornada de trabalho: - Outras atividades realizadas - Jornada efetiva de trabalho
Elaboração do banco de dados

10
Tornou-se necessária a identificação de todos os materiais fornecidos em linha de
produção e montagem, uma vez que o objetivo do trabalho é justamente calcular o tempo
demandado para a movimentação destes materiais. Além disso, adicionaram-se informações
quanto à localização física dos materiais no seu local de origem (armazéns ou almoxarifados)
e local de destino (pontos de consumo ou instalações). Estas informações tornam-se
essenciais porque são capazes de proporcionar a distância dos caminhos percorridos pelas
empilhadeiras. Outra informação obtida referente ao material trata-se da quantidade
individual de peças que são utilizadas em cada um dos tipos de veículos produzidos.
Novamente, assim como os dados de produção, este dado se relaciona diretamente ao
consumo dos materiais.
Uma vez que se definiram os pontos de origem e consumo dos materiais, resta
estabelecer os caminhos percorridos pelas empilhadeiras para se definir as distâncias. Para
tanto, pesquisaram-se as normas de trabalho e segurança que determinam os caminhos nos
quais as empilhadeiras podem transitar. Além disso, outros dois dados foram obtidos por meio
destas normas: a velocidade permitida de deslocamento da empilhadeira e a quantidade de
cada um dos tipos de containers que as empilhadeiras podem transportar em uma só viagem.
Esta última informação possibilitou o cálculo do número de viagens realizadas para o
fornecimento dos diferentes materiais. Já a informação da velocidade permitida de
deslocamento da empilhadeira, juntamente com o caminho percorrido e a distância de
percurso obtidos anteriormente, possibilitou o cálculo de uma importante variável que
compõe a jornada de trabalho dos operadores – os tempos compreendidos pelos
deslocamentos.
A outra variável importante na jornada de trabalho dos operadores de empilhadeira é o
tempo de manuseio do container ao se realizar as reposições. Esses tempos foram pré-
determinados pela empresa. Para cada tipo de container havia um tempo fornecido pela
empresa para se utilizar. Desta forma, foi necessária a identificação dos tipos de container que
armazenavam cada um dos diferentes materiais. De posse desta informação pôde-se aplicar
aos materiais a outra parte do tempo que compõe a jornada do operador – os tempos de
manuseio do material.
Por último, levantaram-se dados relacionados à jornada de trabalho dos operadores de
empilhadeira. O objetivo foi identificar outras tarefas e atividades, que não simplesmente o
fornecimento de material, que demandavam tempo na sua jornada de trabalho. Após o
detalhamento e desconto de todos estes tempos, pôde-se determinar o que se denominou de
jornada efetiva do operário, que nada mais é que o tempo disponível ao fornecimento de
material na jornada total de trabalho dos operadores de empilhadeira.
11
De posse de todas as informações detalhadas acima, transladaram-se os dados ao
computador dando início à etapa de análise de dados. Nesta etapa, utilizou-se o programa
Excel para elaboração de uma planilha de cálculos. Nenhum recurso adicional aos próprios
recursos do programa (fórmulas e combinações de fórmulas) foi utilizado para tratamento dos
dados. Portanto, nesta etapa elaborou-se planilhas de cálculos que organizam os dados
coletados arranjando-os de forma a possibilitar a solução do problema proposto.
Confeccionou-se também layouts que continham as localizações físicas dos materiais
identificando-os por meio de um código auxiliar de localização formado por letras e números.
Estes layouts em conjunto com as planilhas possibilitaram a análise e interpretação dos
resultados obtidos. Esta etapa finalizou a parte prática (em campo) deste trabalho.
Terminado o trabalho na VW Navarra, iniciou-se a revisão bibliográfica com o intuito
de encontrar na literatura teorias capazes de certificar e justificar a importância na realização
deste trabalho. Esta etapa compôs-se de uma pesquisa bibliográfica por temas relacionados,
sobretudo, à mensuração do trabalho, movimentação de materiais e medidas de desempenho.
Esta etapa do trabalho se encontra no item 3 deste relatório.
A etapa seguinte consistiu na elaboração de um relatório descritivo do projeto
executado de forma a cumprir com as exigências das disciplinas Trabalho de Graduação I e
Trabalho de Graduação II do curso de Engenharia de Produção da Universidade Federal de
Viçosa.
Finalizando, a última etapa trata da apresentação do projeto de forma escrita e oral à
banca examinadora responsável por julgar os trabalhos das disciplinas apresentadas acima.
4. RESULTADOS
Primeiramente, o trabalho atendeu aos objetivos propostos. Os resultados foram
capazes de atingir as expectativas da direção do DPI quanto à realização deste projeto.
Elaborou-se para cada um dos cinco setores produtivos da VW Navarra uma planilha de
cálculos que forneceu como resultado a demanda real pela quantidade de operadores de
empilhadeira necessários para realizar todas as atividades de movimentação e fornecimento
de material. Como conseqüência destes valores, pôde-se estender a análise e efetuando-se
cálculos de saturação da carga de trabalho dos operadores que realizavam estas tarefas.
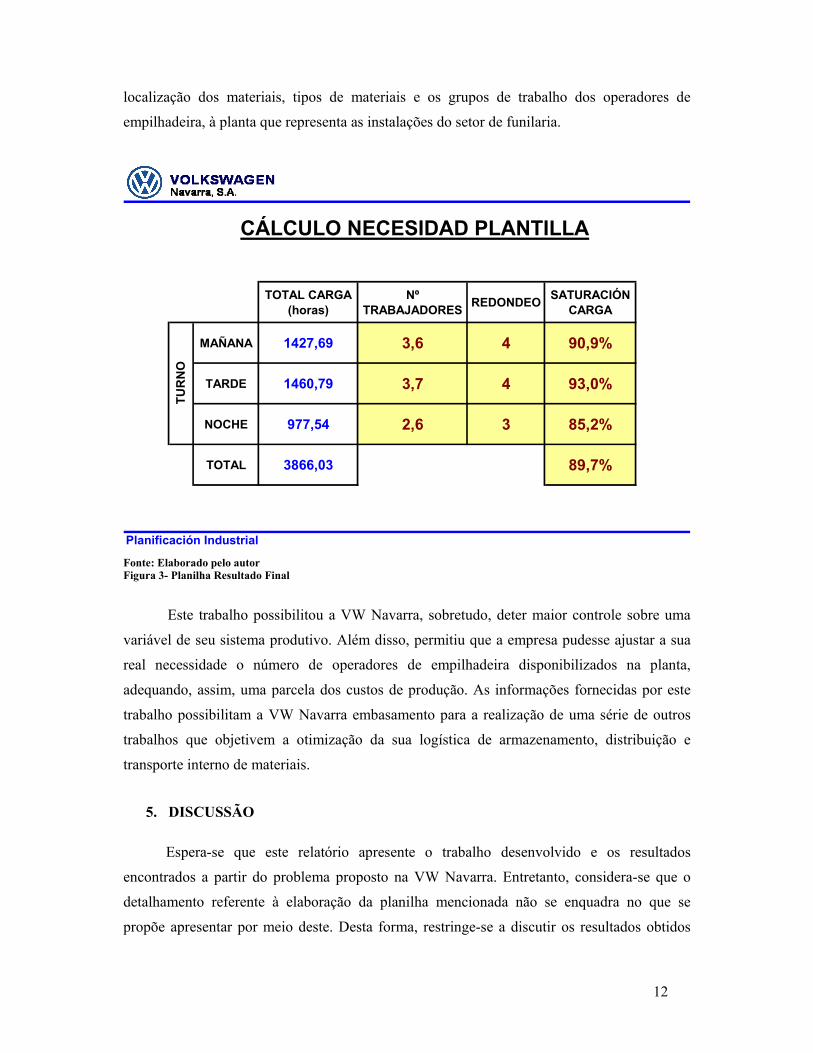
A Figura 3 ilustra a planilha obtida como o resultado final das planilhas parciais e das
análises de layouts. Um exemplo de uma das planilhas parciais – que esboça tempos
individuais de peças – encontra-se disponível no anexo A. No anexo B pode-se encontrar um
exemplo de layout elaborado. Neste exemplo, adicionaram-se informações referentes à
12
localização dos materiais, tipos de materiais e os grupos de trabalho dos operadores de
empilhadeira, à planta que representa as instalações do setor de funilaria.
TOTAL CARGA (horas)
Nº TRABAJADORES
REDONDEOSATURACIÓN
CARGA
MAÑANA 1427,69 3,6 4 90,9%
TARDE 1460,79 3,7 4 93,0%
NOCHE 977,54 2,6 3 85,2%
TOTAL 3866,03 89,7%
Planificación Industrial
CÁLCULO NECESIDAD PLANTILLA
TU
RN
O
Fonte: Elaborado pelo autor Figura 3- Planilha Resultado Final
Este trabalho possibilitou a VW Navarra, sobretudo, deter maior controle sobre uma
variável de seu sistema produtivo. Além disso, permitiu que a empresa pudesse ajustar a sua
real necessidade o número de operadores de empilhadeira disponibilizados na planta,
adequando, assim, uma parcela dos custos de produção. As informações fornecidas por este
trabalho possibilitam a VW Navarra embasamento para a realização de uma série de outros
trabalhos que objetivem a otimização da sua logística de armazenamento, distribuição e
transporte interno de materiais.
5. DISCUSSÃO
Espera-se que este relatório apresente o trabalho desenvolvido e os resultados
encontrados a partir do problema proposto na VW Navarra. Entretanto, considera-se que o
detalhamento referente à elaboração da planilha mencionada não se enquadra no que se
propõe apresentar por meio deste. Desta forma, restringe-se a discutir os resultados obtidos

13
com base no exposto por este relatório. De antemão, pode-se dizer chegou-se a resultados
capazes de atender ao que a empresa esperava e também ao proposto pela teoria.
A VW Navarra almejava controlar (quantificar) uma das variáveis de seu sistema
produtivo para que posteriormente obtivesse subsídios na tomada de decisões que,
principalmente, objetivavam um ajuste dos custos de produção. Seguramente este objetivo foi
alcançado. De forma a complementar, pode-se dizer que o trabalho possibilitou aos tomadores
de decisão, não só valores da demanda de operadores na planta, mas também diversas
informações relacionadas ao tema analisado.
Desde a contribuição de Taylor para a indústria moderna, as empresas preocupam-se
em estudar o trabalho de seus empregados. Os objetivos muitas vezes podem levar a
diferentes estudos que por sua vez se encaminham a diferentes resultados. No caso deste
estudo, buscou-se analisar o trabalho dos operadores de empilhadeira objetivando a
adequação da capacidade e dos custos de produção.
As tarefas de movimentação de material em uma fábrica, e em especial numa indústria
automobilística, desempenham importante papel dentro do sistema produtivo. A
movimentação de material permite o abastecimento das instalações produtivas responsáveis
por beneficiar a matéria, agregando, assim, valor aos produtos. Portanto, a importância desta
atividade é capaz de justificar a atenção da VW Navarrra pela a realização deste trabalho.
Ainda que fundamental, a movimentação interna de materiais gera custos para a
empresa. Este trabalho possibilitou, por meio de uma análise quantitativa, calcular o número
de operadores de empilhadeira necessários à realização desta atividade, contribuindo,
portanto, ao ajuste adequado dos custos advindos destas tarefas.
Por fim, remete-se novamente a frase que diz que não se pode gerenciar aquilo que
não se pode medir. Talvez esta única frase seja capaz de exprimir as razões que sustentam a
realização deste projeto. A VW Navarra por meio deste trabalho pôde dominar (controlar)
uma das variáveis de seu processo produtivo.
6. CONCLUSÃO
Este trabalho é o resultado final de um projeto de duração aproximada de nove meses
que se iniciou em agosto de 2004 na fábrica da VW Navarra localizada na Espanha. Sua fase
inicial foi composta por uma parte prática que se realizou durante cinco meses de estágio
curricular. Sua parte final tem caráter teórico e se desenvolveu ao longo de quatro meses com
o objetivo de atender as exigências de conclusão do curso de Engenharia de Produção.

14
O projeto iniciou-se a partir de uma necessidade específica do Departamento de
Planificação Industrial da VW Navarra. O DPI, dentre outras obrigações, é responsável por
estudar em todos os aspectos as atividades que compõe a jornada de trabalho dos operários da
fábrica. Entretanto, carecia de informações a respeito das atividades que correspondem ao
trabalho dos operadores de empilhadeira. Além disso, o DPI não possuía estudos que
calculassem a real demanda de operários necessários para realizar a movimentação interna de
material. Acerca do exposto acima, desenvolveu-se o trabalho sobre a perspectiva de
quantificar a real demanda destes trabalhadores.
Desta forma, determinou-se o objetivo de desenvolvimento de uma planilha de
cálculos no programa Excel capaz de reunir todos os dados necessários para se obter como
resultado final o número de operadores que a fábrica necessitava para a movimentação interna
de materiais em cada um dos setores produtivos.
Para a confecção desta planilha, foram levantados dados referentes à atividade
realizada pelos operadores de empilhadeira na jornada de trabalho. Após coletadas todas as
informações, elaborou-se a planilha de cálculos em conjunto com a elaboração de layouts que
possibilitaram responder aos objetivos propostos, dentre os quais se destaca a adequação dos
custos de produção.
Foi realizada uma revisão de literatura a fim de se obter o embasamento teórico
necessário para certificar a realização do projeto. A partir de então, iniciou-se a elaboração do
presente relatório.
A execução deste projeto permitiu a VW Navarra obter maior controle do seu processo
de movimentação interna de materiais, e dessa forma alocar recursos e ajustar adequadamente
os custos de produção. Além disso, o trabalho possibilitou um suporte de informações que
facilitou a tomada de decisões no que diz respeito à logística de distribuição interna de
materiais da VW Navarra. Pois, por meio deste, adquiriu-se uma visão geral deste sistema.
Conclui-se, então, com base na literatura consultada e nos resultados práticos alcançados que
o projeto pôde atender aos objetivos propostos, solucionando, portanto o problema
estabelecido pela empresa. Sendo assim, esse trabalho foi de relevada importância e grande
utilidade para a VW Navarra.

15
7. REFERÊNCIAS BIBLIOGRÁFICAS
BARNES, R. M. Estudo de movimentos e de tempos: projeto e medida do trabalho. Tradução 6ª ed. Americana [por] Sérgio Luiz Oliveira Assis, José S. Guedes Azevedo e Arnaldo Pallota, revisão técnica [por] Miguel de Simoni e Ricardo Seidl da Fonseca. São Paulo, Edgard Blücher, 1977. 635p.
FULLMANN, C. Estudo do trabalho. 2ª ed. São Paulo: IMAM, 1975. 187p.
DAVIS, M. M. et al. Fundamentos da administração da produção. Tradução Eduardo
D`Agord Schaan. et al. 3ª ed. Porto Alegre: Bookman Editora, 2001. p. 335 – 357.
DIAS, M. A. P. Administração de materiais: uma abordagem logística. 4ª ed. São Paulo:
Atlas, 1993. 400p.
MOURA, R. A. Manual de logística: armazenagem e distribuição física, volume 2. São
Paulo: IMAM, 1997. 343 p.
RUMMLER, G. A. Melhores desempenhos das empresas. Tradução Kátia Aparecida
Roque; revisão técnica Alan Melo de Abuquerque. São Paulo: Makron Books, 1992. 263 p.

16
8. ANEXOS

ANEXO A
PUNTO CLAVE DENOMINACION CANT./CONT. PIEZ./CONJ. CONSUMO MOVTOS C. / VIAJE ALMACÉN UBICACIÓN DIST. T. IDA T. RECORR. T.MOV.CONT. T. MOVTO TOTAL CONTEN.
1 D16 6Q0809147H LARG. SUPERIOR 800 1,0 227 0,28 1 CONT.EXT. Q18 260 2,60 1,48 1,90 0,54 2,02 VW0001
2 D15 6Y0821141 SOPORTE GUARDAB. 2500 1,0 227 0,09 1 CONT.EXT. Q18 260 2,60 0,47 1,90 0,17 0,65 111820
3 D17 4842071014 HILO 1MM 200 10 0,05 2 CONT.EXT. S21 285 2,85 0,14 1,90 0,05 0,19 BIDON
4 D18 ACCKAA160 HILO 1,6MM 200 40 0,20 1 CONT.EXT. Q21 275 2,75 1,10 1,90 0,38 1,48 BIDON
5 D23 6Y0821142 SOPORTE GUARDAB. 2500 1,0 227 0,09 1 CONT.EXT. R18 265 2,65 0,48 1,90 0,17 0,65 111820
6 D24 6Q0809148H LARGUERO SUP. 800 1,0 227 0,28 1 CONT.EXT. R19 270 2,70 1,53 1,90 0,54 2,07 VW0001
7 D10 6Q3810268 REF. PANEL LAT. 2400 1,0 57 0,02 1 CONT.EXT. O23 275 2,75 0,13 1,90 0,05 0,18 VW0001
8 D12 6Q6810422 FLANCO INT. INF. D. 2000 1,0 224 0,11 1 CONT.EXT. O22 270 2,70 0,60 1,90 0,21 0,82 111940
9 D11 6Q6813228 PROL. PASOR. POST. 2000 1,0 224 0,11 1 CONT.EXT. O23 275 2,75 0,62 1,90 0,21 0,83 VW0001
10 D13 6Q6817111 TECHO CERRADO 10 1,0 107 10,69 2 TECHO O25 145 1,45 15,50 1,90 10,15 25,65 113796
11 D14 6Q0817119A TRAVIESA TECHO 450 1,0 114 0,25 1 TECHO N25 140 1,40 0,71 1,90 0,48 1,19 VW0001
12 D19 4842071014 HILO SOLDAR 200 25 0,13 2 CONT.EXT. M22 260 2,60 0,33 1,90 0,12 0,44 BIDON
13 D25 AMV153W24KT MASILLA 250 5 0,02 2 CONT.EXT. K19 235 2,35 0,05 1,90 0,02 0,07 FASS
14 D20 ACCKAA160 HILO 1,6MM 200 40 0,20 1 CONT.EXT. K22 245 2,45 0,98 1,90 0,38 1,36 BIDON
15 D7 6Q0809438 MONT. A INT.SUP. 900 1,0 224 0,25 1 CONT.EXT. N18 245 2,45 1,22 1,90 0,47 1,69 VW0001
16 D9 6Q3809432B FLANCO INF. SUP. 2000 1,0 56 0,03 1 CONT.EXT. N18 240 2,40 0,13 1,90 0,05 0,19 VW0001
17 D8 6Q4809432B FLANCO INF. SUP. 2500 1,0 168 0,07 1 CONT.EXT. N17 240 2,40 0,32 1,90 0,13 0,45 VW0001
18 D5 6Q0809430A FLANCO INTERIOR 900 1,0 224 0,25 1 CONT.EXT. O16 235 2,35 1,17 1,90 0,47 1,64 111960
19 D6 6Q4809550A REFUERZO 2500 1,0 168 0,07 1 CONT.EXT. O15 235 2,35 0,32 1,90 0,13 0,44 VW0001
20 D21 4842071014 HILO 1MM 200 10 0,05 2 CONT.EXT. K19 220 2,20 0,11 1,90 0,05 0,16 BIDON
21 D3 6Q6813328 ALOJ.PILOT.POST D. 1200 1,0 224 0,19 1 CONT.EXT. K16 220 2,20 0,82 1,90 0,35 1,18 VW0001
22 D4 6Q4817270 REF. TECHO POST. 3200 1,0 168 0,05 1 CONT.EXT. L15 215 2,15 0,23 1,90 0,10 0,33 111902
23 D1 6Q4809606D FLANCO EXT. DCHO 9 1,0 168 18,67 2 LAT.DCH. K15 125 1,88 35,00 1,90 17,73 52,73 113791
24 D2 6Q3809606B FLANCO EXT. DCHO 9 1,0 56 6,22 2 LAT.DCH. K16 140 2,10 13,07 1,90 5,91 18,98 113791
25 D26 AMV167N60PO002 MASILLA VERDE 110 10 0,09 2 CONT.EXT. K19 235 2,35 0,21 1,90 0,09 0,30 FASS
26 D22 4842071014 HILO 1MM 200 40 0,20 2 CONT.EXT. N17 240 2,40 0,48 1,90 0,19 0,67 BIDON
TOTAL 38,66 61,83 77,20 39,15 116,35
Planificación Industrial
TABLA TIEMPO TOTAL SUMINISTRO
LATERAL DERECHO
FÁBRICA 2
TURNO MAÑANA

ANEXO B