aplicaÇÃo dos princÍpios da manufatura enxuta...
TRANSCRIPT
APLICAÇÃO DOS PRINCÍPIOS DA
MANUFATURA ENXUTA NUMA
PANIFICADORA
RAMON NOLASCO DA SILVA (UFERSA)
Miriam Karla Rocha (UFERSA)
Dayane Maria Teixeira Palitot (UFERSA)
Debora Cristina de Araujo Medeiros (UFERSA)
ALINE FAGUNDES DA FONSECA (UFERSA)
Devido a crescente economia de mercado e consequentemente os elevados
índices de competitividade entre as organizações, a produção enxuta entra
como diferencial, já que busca inovação e melhoramento geral do todo o
processo, de forma que o mesmo esteja voltado para diminuição dos custos,
aumento da produtividade e, portanto a lucratividade. Baseado nisto, o
presente trabalho consta de um estudo de caso a ser desenvolvido na
panificadora Diogo, localizada em Mossoró/RN, onde serão aplicados os
princípios da manufatura enxuta, conhecendo dessa forma o processo
produtivo, identificando assim os sete desperdícios existentes nos processos
de fabricação, tomando como base e utilizando-seda ferramenta Kanban, a
fim de que através destes, seja possível agregar valor a empresa e ao
processo, cujo objetivo é a melhoria de forma contínua, fornecendo feedback
à organização, de modo que se possa tomar decisões acertadas, e por fim
propor melhorias referentes ao uso dos recursos, níveis de estoque e ao
processo como um todo.
Palavras-chave: Panificadora Diogo. Manufatura enxuta. Melhoria Contínua.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
Atualmente, o mercado se encontra vulnerável a diversos fatores: econômicos, tecnológicos,
entre outros. Consequentemente, o nível de competitividade entre as empresas se torna cada
vez mais elevado no mercado, o que resulta na busca do processo de melhoria contínua, por
meio de métodos, técnicas, sistemas, filosofias de manufatura e gerenciamento empresarial,
permitindo o alcance dos índices de desempenho mínimos exigidos pelo mercado, no que diz
respeito a custos, qualidade e flexibilidade.
De acordo com Womack & Jones (1998), a manufatura enxuta é uma abordagem que procura
de alguma forma organizar e gerenciar os relacionamentos da empresa, com seus clientes e
fornecedores, assim como a área de projeto e desenvolvimento do produto e o setor produtivo
com suas operações, vislumbrando que é possível fazer mais, diminuindo o uso dos recursos.
Partindo da busca do processo de melhoria contínua e de acordo com os conceitos de
Produção Enxuta, cujo objetivo principal é: produzir o máximo possível, utilizando o mínimo
de recursos, tais como: tempo, espaço, esforço humano, maquinário e material; que tem como
finalidade, reduzir os gastos referentes ao processo produtivo, assim como, elevar o índice de
satisfação dos clientes, por meio da qualidade dos produtos oferecidos.
Com base em tal conceito, percebeu-se a necessidade de melhorar o processo produtivo da
Panificadora Diogo, através da revisão de todo o método de trabalho, que concerne o sistema
produtivo, visando à redução de desperdícios, melhorando a utilização dos recursos
disponíveis, reduzindo o lead time dos processos, aumentando a qualidade e a capacidade
produtiva, a fim de aumentar a competitividade da padaria no mercado local.
2. Referencial teórico
3.1 Histórico do pão
O Pão segundo arqueólogos teria surgido juntamente como o cultivo do trigo, na região da
Mesopotâmia, onde atualmente está situado o Iraque, sendo o primeiro produto a ser
processado por mãos humanas a partir de matérias-primas naturais. (PADARIA FLOR DE
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
MAIO, 2013).
De acordo com historiadores o pão no Egito era considerado alimento básico, feito a partir de
cevada ou trigo. Os egípcios também descobriram o liquido fermentado á massa do pão que
tornava o mesmo leve e macia e foram os primeiros a utilizar fornos para o cozimento do pão.
O pão no Egito e em Roma também servia como pagamento de salários, um dia de trabalho
valia três pães e dois cântaros de cerveja. (PADARIA FLOR DE MAIO, 2013).
As primeiras padarias sugiram em Jerusalém, a partir de conhecimentos adquiridos pelos
egípcios, pouco tempo depois, já havia na cidade uma famosa rua de padeiros. Na Europa, o
pão chegou através dos gregos. Foi em Roma, por volta de 500 a.C, foi criada a primeira
escola de padeiros. Na idade média, somente os castelos e conventos possuíam padarias.
(PADARIA FLOR DE MAIO, 2013).
O Brasil segundo o antropólogo Gilberto Freyre (1900-1987), só conheceu o pão no século
XIX. Sendo que a atividade de panificação expandiu com os imigrantes italianos e
portugueses, sendo eles os primeiros a instalar e proliferar as padarias do país. (PADARIA
FLOR DE MAIO, 2013).
3.2 Manufatura enxuta
De acordo com OHNO (1997), o tema Manufatura Enxuta também conhecida como,
Produção Lean teve início na década de 1950, no Japão, mais especificamente na Toyota. A
manufatura enxuta foi criada com o objetivo de identificar e eliminar os desperdícios para
assim reduzir os custos. Para atingir tal objetivo, buscaram-se técnicas como produção em
pequenos lotes, redução de setup, redução de estoques, alto foco na qualidade, além de
produzir apenas o necessário para atender a demanda (OHNO, 1997).
Para Lean (2009), a Manufatura Enxuta é uma técnica utilizada para aumentar a satisfação dos
clientes por meio da melhor maneira da utilização dos recursos. É uma filosofia que busca
alinhar, na melhor seqüência, as ações que criam valor, com menos esforço humano, menos
tempo e menos espaço, além disso, é uma forma de tornar o trabalho mais satisfatório,
oferecendo retorno imediato sobre os esforços para transformar desperdício em valor. Assim o
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
intuito da manufatura enxuta é sempre a busca da eliminação de todas e quaisquer perdas e
desperdícios, que causam prejuízo e diminuição dos lucros da organização. (SHINGO, 1996).
3.3 Just in time
Segundo Rosseti et al (1995), aborda que uma produção JIT caracteriza-se por profundas
alterações no conceito estrutural. Onde antes existia a clássica divisão por funções, hoje ver-se
a substituição por células de manufatura, que variam de tamanho e formato – sendo
diretamente relacionadas com o tipo de produto e maquinário requerido – na fábrica,
dedicadas à fabricação de um produto ou uma linha de produtos que tenham o mesmo
processo, ou um processo de fabricação muito parecido.
Conforme Alves (1995), o sistema Just In Time dá um novo conceito ao custo do processo
produtivo. Aborda que o custo verdadeiro é o custo real, resultado obtido de atividades que
agregam valor ao produto. E ainda comenta que todos os outros “custos” (aspas do autor),
vindos de atividades que não agregam valor ao produto, são na verdade desperdícios. Explica
que as ferramentas utilizadas pelo sistema JIT, no combate aos desperdícios, são eficazes e
ajudam a obter liderança em custo.
3.4 Kanban
Para Moura, Umeda (1984), O Kanban é uma técnica japonesa de gestão de materiais e de
produção cujo objetivo é minimizar os estoques de material em processo, produzindo somente
o necessário e em pequenos lotes, no tempo certo e no momento exato (Just-in-Time). Sendo
controlado através do movimento de cartão (Kanban), que esses cartões agem no sistema de
manufatura enxuta como disparador da produção de centros produtivos em estágios anteriores
do processo impedindo a superprodução, coordenando a produção de todos os itens de acordo
com a demanda de produtos finais e não havendo a necessidade de estoque extra.
Segundo Ohno (1997), o Kaban é uma ferramenta que faz a comunicação do sistema de
controle de matérias no processo produtivo para que o mesmo ocorra no tempo certo. È um
método de operação do sistema Toyota de Produção que utiliza na maioria das vezes um
pedaço de papel contendo informações de números de peça, descrição, tamanho, tamanho do
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
lote, centro de produção, local de armazenagem, centro de origem e centro de destino,
dependendo do tipo de Kanban. Ele utiliza dois tipos de cartão, o Kanban de produção e o de
movimentação.
De acordo com TUBINO (2000), para o dimensionamento de cartões kanban deve-se
considerar dois aspectos: o tamanho do lote para cada cartão e o número total de contêiner por
item, estimando o estoque total do item no sistema.
Para verificar o número de cartões que irão circular no sistema segundo Tubino (2000), deve-
se conhecer o tamanho do lote de processamento. A maneira de determinação número de
kanban total no sistema é feita em função do tempo de reposição, o tempo de movimentação
dentro do sistema e do acréscimo de um fator de segurança projetado relacionado com o
estoque de segurança. Sendo apresentada por a seguinte formula:
Onde:
N = número total de cartões;
D = demanda média diária do item derivada de uma quantidade de demanda mensal;
Q = tamanho do lote por cartão (itens/cartão);
Tprod= tempo total para um cartão Kanban completar um ciclo produtivo, em percentual do
dia, na estação de trabalho;
Tmov= tempo total para um cartão Kanban completar um circuito, em percentual do dia, entre
o produtor e o consumidor;
S = fator de segurança, em percentual do dia, podendo ser estipulado em torno de 10% do
valor do tempo de produção mais o tempo de movimentação.
3.5 Sete desperdícios
A produção enxuta para melhorar o seu processo, propõe que se conheça e entenda quais os
desperdícios existentes e que possa ocorrer na produção de um produto ou em processos
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
convencionais. O maior foco das indústrias que aplicam a ferramenta do Lean Manufacturing
é combater os 7 desperdícios. Segundo Womack & Jones (1996) desperdício ou muda em
japonês, significa qualquer atividade que não cria valor, mas absorve recursos no processo
produtivo. Sendo assim a produção enxuta tem como objetivo identificar, eliminar ou reduzir
esses desperdícios.
Para Womack & Jones (1996), existem sete categorias de desperdício que foram elaboradas
por Taiichi Onho:
a) Superprodução: produzir muito ou antecipadamente á demanda, resultando em
aumento de estoque, o que segundo a Toyota é considerado o “pai dos desperdícios”.
Essa perda pode ser por quantidade, ou por antecipação, que é o desperdício antes do
momento necessário para a produção, ficando estocados aguardando um processo
posterior.
b) Defeitos: São produtos que não atendem ás especificações de qualidade, erros
frequentes no processamento de informação, é produzir e ter que concertar um
produto, aumentando ainda mais os custos de produção.
c) Estoques: São as relacionadas a matéria-prima, material em processamento ou produto
acabado. Esse tipo de perda é um recurso financeiro que acaba ficando parado no
sistema produtivo, significando desperdícios de espaço e investimento.
d) Processamento: realizar o processo com ferramentas, procedimentos ou sistemas não
apropriados, máquinas ou equipamentos, que são usados de modo inadequado, quanto
à capacidade de operação e produção.
e) Transporte excessivo: Causado pelo arranjo físico das instalações, por equipamento
excessivamente grande, movimento excessivo de bens ou de informação, resultando
em aumento no tempo, esforço e custo. São consideradas perdas por transporte tudo
que é deslocado e realizado, por movimentos desnecessários de estoques ou cargas.
f) Esperas: Atividade na qual se necessita a espera de material para o processamento de
um determinado produto. Podendo ser também períodos longos de inatividade de
pessoas, informação ou bens, resultando em fluxos pobres e longos lead times.
g) Movimentos: relacionados com movimentos desnecessários realizados por operadores
na execução de uma tarefa, posicionamento de máquinas ou peças longes uma das
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
outras. Esses movimentos desnecessários resultam em problemas ergonômicos em
operadores.
Sendo assim, desperdícios seriam os elementos da produção ou dos processos administrativos
dentro de uma organização que não cria valor ao produto ou serviço, só adicionando custo e
tempo em sua execução. Para eliminar ou diminuir tais desperdícios, é necessário achar
primeiro a causa do desperdício, o qual pode ser feito através técnicas e ferramentas
desenvolvidas pelo lean. Encontrados estes desperdícios em atividades ou operações de forma
que podemos atuar em busca de melhorias que diminuam os tais desperdícios do processo
global aumentando a participação do tempo de operações que agregam valor no produto ou
serviço (OHNO, 1997).
3.6 Kaizen
A filosofia kaizen foi criada no Japão pelo engenheiro Taichi Ohno, que significa kai,
modificar, e zen, para melhor. Busca a melhoria contínua da qualidade dos produtos e o
aumento da produtividade, tendo como finalidade eliminar ou reduzir os desperdícios gerados
nos processos produtivos. Essa eliminação de desperdícios é feita com base no bom senso,
usando soluções baratas apoiada pela motivação e criatividade dos colaboradores, buscando
sempre a melhoria continua. (BALLOU, 2002).
O Kaizen tornou-se conhecido pela sua aplicação dentro do Sistema Toyota de Produção
(STP), sendo criado e desenvolvido para melhoria nas áreas de Manufatura. Tem como
objetivo identificar melhorias no processo produtivo através da eliminação de desperdícios de
forma reduzir o tempo de ciclo do processo e aumento de produtividade. Reduzindo os
estoques, eliminando os gargalos, otimização da mão de obra e máquinas e aumento do valor
agregado das atividades (SUZAKI, 1996).
3. Metodologia
O presente trabalho consta de uma pesquisa bibliográfica de caráter qualitativo, onde será
realizado um estudo de caso, que de acordo com Gil (2002), tal pesquisa é baseada em um
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
estudo aprofundado, que visa permitir o detalhamento do conhecimento. Já para Silva (2008),
essa pesquisa serve para abordar um tema baseado em referências publicadas em periódicos,
livros, revistas, jornais, teses, entre outros. E estudo de caso, que para Yin (2011), ultrapassa
uma explanação de determinado tema, ou seja, este representa uma investigação através de
um conjunto de procedimentos pré-especificados.
Esta pesquisa foi realizada de forma exploratória, através de visitas in loco com entrevistas
informais realizadas com funcionários e proprietários da Panificadora Diogo, situada na
cidade de Mossoró/ RN. Com o intuito de verificar o processo produtivo do pão francês, e
coletar dados para identificar os desperdícios no seu processo de produção, e quais as
dificuldades encontradas pela empresa na fabricação do pão.
5. Estudo de caso
5.1 Caracterização da empresa
A Panificadora Diogo foi fundada em 1991. No início, sua estrutura física era composta
basicamente pelo setor que continha o forno e o setor de vendas. Contendo somente a
proprietária (confeiteira), uma balconista, um padeiro e um forneiro, e um dos seus filhos no
caixa. Atualmente a padaria trabalha com produtos, desde doces, salgados, pães, bolos,
bolachas e bebidas. As atividades da empresa incluem ainda uma loja de conveniência.
A estrutura física é constituída basicamente por três setores, são eles: o forno, a produção e o
setor de vendas. No setor de produção existem 4 linhas de produtos: pães tradicionais, pães
especiais, confeitaria e salgados. A padaria possui 13 funcionários, 1 padeiro, 2 auxiliares de
padeiro, 1 forneiro, 1 auxiliar de confeiteiro, 4 balconistas, 2 caixas, sendo um caixa a filha e
outro a proprietária, 2 administradores (os proprietários).
A jornada de trabalho é de 8 horas, e é dividida em duas etapas: a primeira ocorre de
05h30min às 10:00 horas e a segunda etapa ocorre de 14:00 às 20:00. Nos domingos, os
padeiros e seus ajudantes trabalham de 14h00min as 16h00min horas (esses pães fabricados já
serão vendidos na segunda-feira pela manhã).
5.2 Identificação dos desperdícios
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Foi necessário observar e estudar o ambiente a ser aplicado o sistema de manufatura enxuta,
que é o marco inicial da implantação.
Superprodução: Existe devido ao fato de não se conhecer a demanda diária, gerando sobras
de produto acabado, o que resulta em desperdício, já que o produto é perecível. A produção
ocorre antecipadamente à demanda, pois o produto já deve estar disponível quando o cliente
chegar à panificadora.
Defeitos: Alguns defeitos são observados no processo de produção do pão, como por
exemplo, “o não inchaço”, ocasionado por um erro no processo de fermentação ou pelo fato
da farinha não estar adequada, quanto à qualidade. Além disso, ocorrem alguns erros na
produção (ex: queima inadequada do pão) e que não atendem as necessidades dos
consumidores, gerando desperdício e custos à produção.
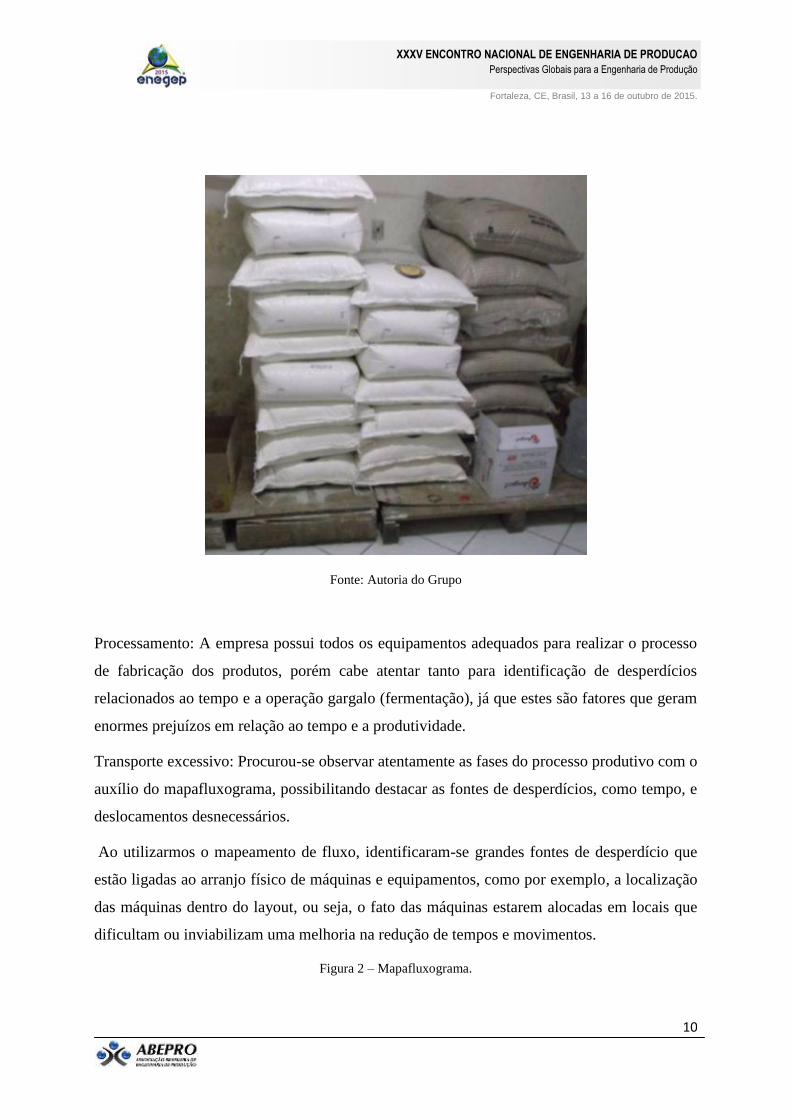
Estoques: Detectou-se uma grande quantidade de estoque de farinha (Figura 01), pelo fato de
existirem poucos fornecedores na região, ou seja, não existe um controle do quanto e quando
se pedir o insumo. O acúmulo dessa matéria prima prejudica na circulação de transeuntes no
estoque, já que o espaço é pequeno.
Figura 1 - Área de estocagem da empresa
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Fonte: Autoria do Grupo
Processamento: A empresa possui todos os equipamentos adequados para realizar o processo
de fabricação dos produtos, porém cabe atentar tanto para identificação de desperdícios
relacionados ao tempo e a operação gargalo (fermentação), já que estes são fatores que geram
enormes prejuízos em relação ao tempo e a produtividade.
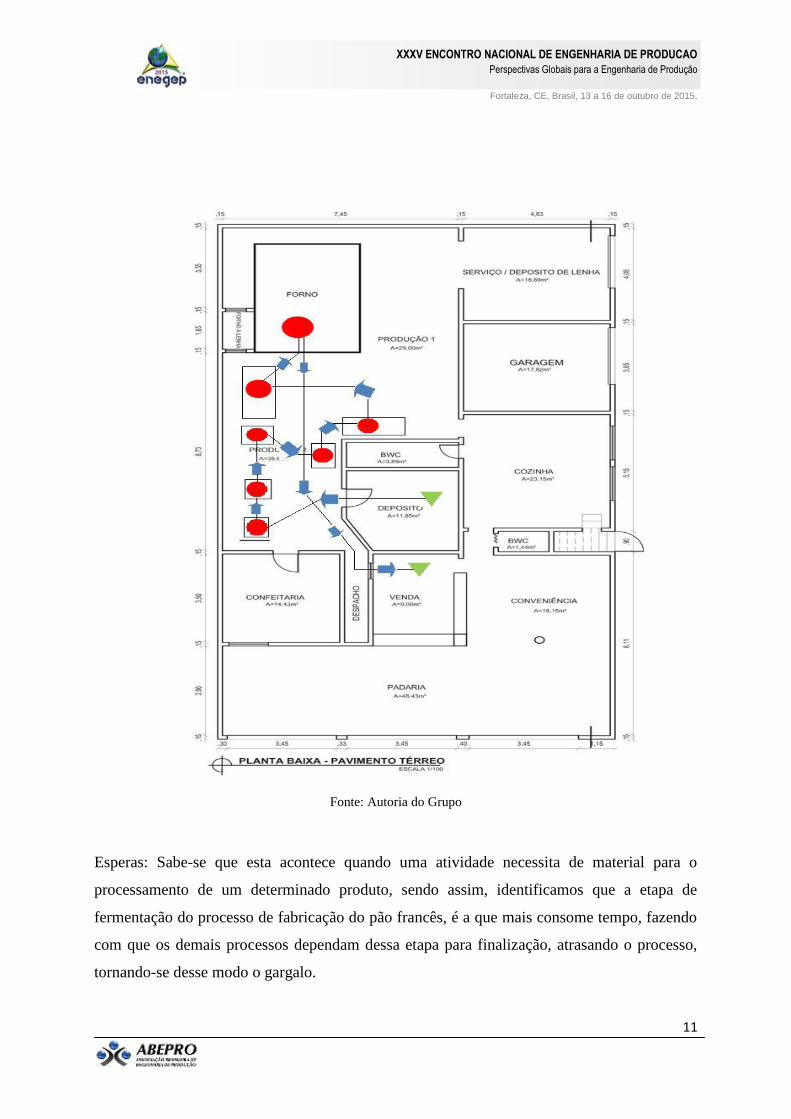
Transporte excessivo: Procurou-se observar atentamente as fases do processo produtivo com o
auxílio do mapafluxograma, possibilitando destacar as fontes de desperdícios, como tempo, e
deslocamentos desnecessários.
Ao utilizarmos o mapeamento de fluxo, identificaram-se grandes fontes de desperdício que
estão ligadas ao arranjo físico de máquinas e equipamentos, como por exemplo, a localização
das máquinas dentro do layout, ou seja, o fato das máquinas estarem alocadas em locais que
dificultam ou inviabilizam uma melhoria na redução de tempos e movimentos.
Figura 2 – Mapafluxograma.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Fonte: Autoria do Grupo
Esperas: Sabe-se que esta acontece quando uma atividade necessita de material para o
processamento de um determinado produto, sendo assim, identificamos que a etapa de
fermentação do processo de fabricação do pão francês, é a que mais consome tempo, fazendo
com que os demais processos dependam dessa etapa para finalização, atrasando o processo,
tornando-se desse modo o gargalo.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Movimentos: Relacionados com movimentos desnecessários realizados por operadores na
execução de uma tarefa, posicionamento de máquinas ou peças longes uma das outras. Esses
movimentos desnecessários resultam em problemas ergonômicos em operadores.
5.3. Melhorias propostas para evitar/diminuir os desperdícios encontrados na padaria
Uma das propostas sugeridas para a Panificadora Diogo é passar a congelar alguns produtos,
como pães (pré-prontos), recheios usados em massas (como carne, frango, etc.), entre outros;
visando reduzir o espaço utilizado no processamento dos produtos no setor produtivo, além de
reduzir o tempo de preparo dos pães (que no processo convencional leva cerca de quatro horas
para assar e o produto congelado leva dez minutos). Tal proposta também serve para resolver
os problemas relacionados à demanda, por exemplo, caso ocorra falta de pães no horário de
pico do funcionamento da panificadora, estes pães congelados servem como estoque de
segurança para o processo, que no caso leva apenas dez minutos para ficar pronto.
Como a empresa não consegue mensurar a demanda diária de pães franceses que sobram no
fim do dia, estes podem ser transformados em um novo produto para a venda, a farinha de
rosca.
Com relação aos defeitos, os problemas que ocorrem durante o processo podem ser
controlados através da compra de insumos mais confiáveis em termos de qualidade, além de
tentar controlar algumas ocorrências que possam prejudicar no crescimento do pão, como por
exemplo: sal em excesso, temperaturas inadequadas, a falta de umidade, má utilização do
fermento, entre outros.
Como melhoria para o estoque, propõe-se a utilização do kanban como sinalização visual,
para identificar o momento certo para aquisição da matéria-prima, a farinha. Também é
importante tentar realocar as máquinas utilizadas no processo, a fim de aperfeiçoar o espaço,
para facilitar as movimentações de funcionários, e de materiais utilizados.
Quanto à qualificação dos funcionários, é necessário que a empresa contrate funcionários que
possuam qualificação adequada para executar as atividades de forma correta, quantificando os
materiais necessários para cada produto, tendo como objetivo reduzir desperdícios, como por
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
exemplo, os ingredientes que supostamente caem no chão.
É interessante que seja destinada um pequeno espaço para armazenamento da matéria-prima,
pois, a mesma fica exposta no setor de produção, aumentando assim a movimentação,
prejudicando os tempos necessários para cada operação. Caso, não possua esse local, indica-
se uma pequena reforma para armazenar essas matérias-primas.
5.4 Aplicação do kanban
De acordo com os dados coletados referentes ao estoque, tem-se que a panificadora Diogo
possui capacidade máxima para armazenar 40 sacos de farinha, contendo 50kg cada. Já no
que diz respeito à demanda, são utilizados diariamente 3 sacos de farinha para a fabricação
dos produtos. Recomenda-se então que a organização utilize um estoque mínimo de segurança
diário de 4 sacos, para suprir suas necessidades de materiais.
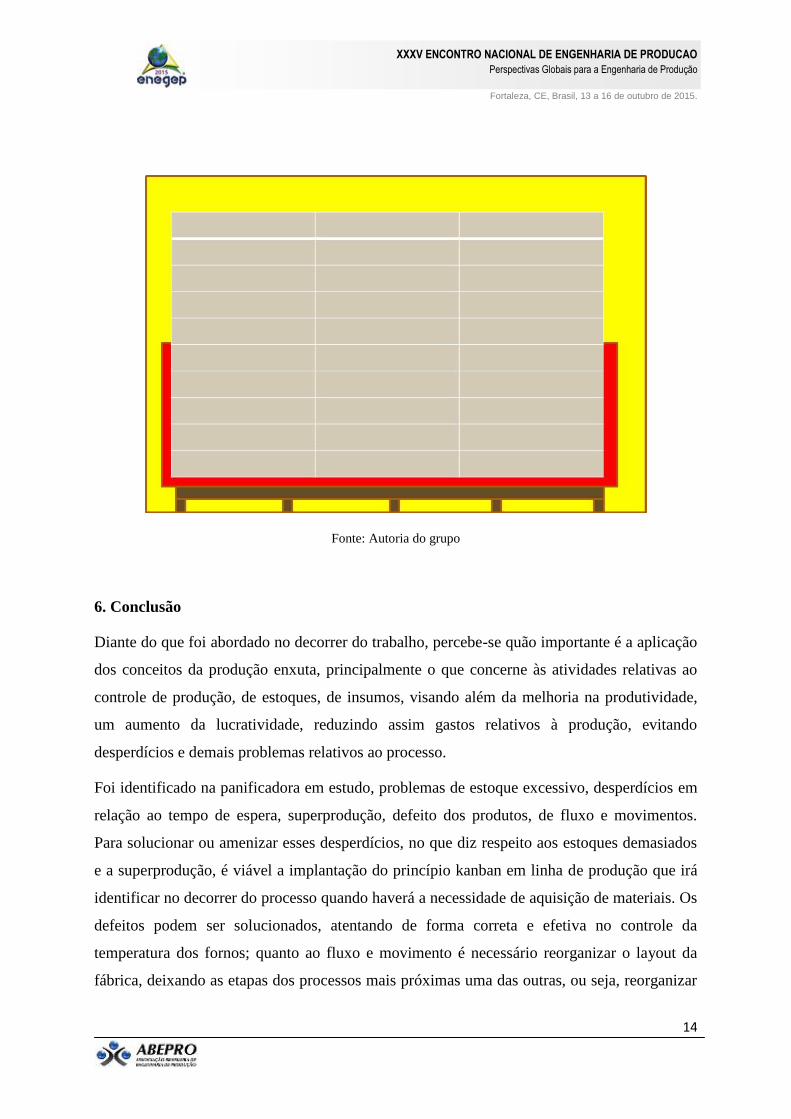
Foi proposta a utilização do princípio Kanban implantado em linhas de produção, que visa
mostrar aos funcionários o momento exato que se deve realizar um novo pedido. Desta forma,
é necessário sinalizar uma parede através de uma faixa vermelha, que mostre ao funcionário
que o estoque está atingindo o nível mínimo de materiais e que precisa de reposição do
mesmo.
Figura 10 - Kanban em linha.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Fonte: Autoria do grupo
6. Conclusão
Diante do que foi abordado no decorrer do trabalho, percebe-se quão importante é a aplicação
dos conceitos da produção enxuta, principalmente o que concerne às atividades relativas ao
controle de produção, de estoques, de insumos, visando além da melhoria na produtividade,
um aumento da lucratividade, reduzindo assim gastos relativos à produção, evitando
desperdícios e demais problemas relativos ao processo.
Foi identificado na panificadora em estudo, problemas de estoque excessivo, desperdícios em
relação ao tempo de espera, superprodução, defeito dos produtos, de fluxo e movimentos.
Para solucionar ou amenizar esses desperdícios, no que diz respeito aos estoques demasiados
e a superprodução, é viável a implantação do princípio kanban em linha de produção que irá
identificar no decorrer do processo quando haverá a necessidade de aquisição de materiais. Os
defeitos podem ser solucionados, atentando de forma correta e efetiva no controle da
temperatura dos fornos; quanto ao fluxo e movimento é necessário reorganizar o layout da
fábrica, deixando as etapas dos processos mais próximas uma das outras, ou seja, reorganizar
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
a disposição das máquinas no espaço, e no que se refere ao tempo de espera, atentar para o
aumento do fermento, temperatura e umidade, que são fundamentais para a diminuição do
tempo de fermentação, que é a operação gargalo e que limita todo o processo.
Concluímos que se a Panificadora Diogo adotar todas as recomendações sugeridas, e atentar
para a diminuição do desperdício, haverá melhoras consideráveis, já que será racionalizada a
utilização de materiais, máquinas e mão de obra, aumentando a produtividade através do
processo de melhoria contínua na empresa.
REFERÊNCIAS
ALVES, João Murta. "O sistema just-in-time reduz os custos do processo produtivo." IV Congresso
Internacional de Custos, realizado na Universidade Estadual de Campinas, no período de. Vol. 16. 1995.
BALLOU, Ronald H.. Gerenciamento da Cadeia de Suprimentos: planejamento, organização e logística
empresarial. Porto Alegre: Bookman, 2002.
GIL, Antonio Carlos. Como Elaborar Projetos de Pesquisa. 4ª edição. São Paulo: Atlas, 2002.
HISTÓRIA DO PÃO. Disponível em:
<http://www.padariaflordemaio.com.br/paginas_site/default.asp?PAG_SEQ=1863> Acesso em: 30 Ago. 2013.
MOURA, R. A; UMEDA, A. Administração da Produção – Sistema Kanban de manufatura Just-in-Time:
uma introdução ás técnicas de manufaturas japonesas. São Paulo: Instituto de Movimentação e Armazéns de
Materiais, 1984.
OHNO, Taiichi. O Sistema Toyota de produção: além da produção em larga escala. Porto Alegre: Bookman,
1997.
ROSSETTI, Eraida Kliper et al. Sistema just in time: conceitos imprescindíveis. Revista Qualit@ s, Paraíba,
v. 7, n. 2, p. 1-6, 2008.
SILVA, A.C.R. Metodologia da Pesquisa Aplicada à Contabilidade: orientações de Estudos, Projectos,
Relatórios, Monografias, Dissertações, Teses. 2ª ed. São Paulo: Atlas, (2008).
SHINGO, SHIGEO. O Sistema Toyota de Produção: Do Ponto de vista da engenharia de produção. 2. ed.
Porto Alegre: Artes Medicas, 1996.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
SUZAKI, Kiyoshi. Novos Desafios da Manufatura: técnicas para melhoria contínua. São Paulo: IMAM, 1996.
TUBINO, D. F., 2000, Manual de Planejamento e Controle da Produção. 2ª Edição, São Paulo, Atlas.
WOMACK, P.J.; Jones, T.J., 1998. A mentalidade enxuta nas empresas. Ed. Campus, Rio de Janeiro, Brazil.
WOMACK, J.; JONES, D.; ROSS, D. A Máquina que Mudou o Mundo. 2ª Edição. Rio de Janeiro: Editora
Campus, 1992, 347p.
YIN, Robert K. Estudo de Caso: Planejamento e Métodos. 2. ed. Porto Alegre: Bookman,2001.