achievements in industrial ozone bleaching germer, metais, hostachy chinese version
DESCRIPTION
Achievements in Industrial Ozone bleahing - Chinese LanguageTRANSCRIPT
臭氧漂白工业的发展⊙ 编译 冯晓静
Achievements in industrial ozone bleaching
选择了使用臭氧漂白。
(3)位于巴西某浆厂的两条浆线产能扩张项目中,同样选
择了臭氧漂白。
臭氧漂白工艺对阔叶木浆和针叶木浆是非常有效的,
对于硫酸盐法和亚硫酸盐法浆的漂白能满足其要求的最终
指标。通常,纸浆的生产者会忽略臭氧漂白工艺相比于传统
ECF漂白工艺,如D0-E o p-D1-D2或者是该漂序的相似漂
序,所带来的环保优势,如因为臭氧漂白能明显地降低漂白
水用量,约每吨浆可降低4~6m3的漂白水,这样可有效地减
少废水的排放量。几乎所有的项目在投资之前考虑最多的便
是投资的回报问题,在臭氧漂白工艺运行、优化的几十年来不
停地向投资者证明了臭氧漂白可有效地减少漂白成本,据臭
氧漂白使用浆厂的反馈可知在ECF漂序中使用臭氧漂白工艺
后,漂白成本可降低20%~32%,如果浆厂是在原漂序为TCF
的基础上引入臭氧漂段,则漂白成本下降更为明显。臭氧漂
白的高效性使漂白过程中漂白化学品的使用量显著降低,如
ECF漂序中的二氧化氯、TCF漂序中的过氧化氢以及ECF和
TCF漂序中均会用到的氢氧化钠。另外,臭氧漂白还可以降
低漂白过程中蒸汽的使用量。通过多条臭氧漂白投入运行的
情况看,用臭氧漂白段代替二氧化氯漂段所带来的投资成本,
将在投产运行后的2~4年内收回。
与传统的ECF漂序相比,添加了臭氧漂段的漂白工艺不
但不会影响纸浆的强度指标,还会带来如下的好处:
(1)纸浆漂后白度上升(约在92%~93%ISO)。
(2)可以显著降低纸浆白度的返黄情况。
(3)明显降低浆料的抽提物含量,降低约50%~75%。
(4)降低磨浆段能耗,至少降低10%。
随着环境方面的压力和全无氯(TCF)漂白工艺的兴
起,臭氧漂白也越来越受到造纸工业的欢迎。臭氧
漂白的首个工业化工艺在19年前开始运行,像其他
的新工艺、新技术一样,一开始也同样遇到了技术上的难题。
但通过各方面的研究,如优化混合技术,更好地了解臭氧对
纸浆性能的影响以及不断地改良整个臭氧漂白工艺等,使目
前含有臭氧段的ECF-Light漂白工艺可以和传统ECF漂白工
艺具有相似甚至更好的漂白效果。
继第一套臭氧漂白系统运行后,目前全球已有22家浆厂
使用含有臭氧漂段的漂白系统,通常称这种漂白为L i g h t-
ECF漂白。在这22家工厂中,其中有16家只生产阔叶木浆,4
家既生产阔叶木浆又生产针叶木浆,而位于瑞典Os t r a nd的
SCA工厂和位于德国Blankenstein的Rosenthal工厂仅生产
针叶木浆。在这22家含有臭氧漂白段的工厂中,其中有13家工
厂是在21世纪前期开始使用的。3家将其2条漂白线安装了臭
氧漂白段,这3家工厂包括位于日本的王子制纸、位于巴西的
Fibria纸厂和位于印度的ITC纸厂。位于巴西的Fibria纸厂在
1995年为其日产900吨的B浆线安装了臭氧漂白段之后,2002
年为其新的日产2500吨的C浆线安装了臭氧漂白段。F i b r i a
纸厂的决定也充分表明了臭氧漂白段完全满足了B浆线运行7
年来所有的要求和期望值。
2011年4月,又有4条新的臭氧漂白系统签约成功,并将于
2012年开始运行。4条新的臭氧漂白线分别是:
(1)日本王子制纸在中国江苏南通的年产70万吨的浆线,
已决定采用臭氧漂白,另外,日本王子制纸在日本的浆线同样
采用了臭氧漂白。
(2)位于奥地利的Lenzing纸厂的浆线产能扩张项目中,
关键词:臭氧;高浓漂白;中浓漂白
中图分类号:TS745 文献标志码:B 文章编号:1007-9211(2011)19-0067-06
Technology·技术进步
67Oct., 2011 Vol.32, No.19 China Pulp & Paper Industry
浆料快速反应的先决条件。浆料经压缩脱水后,首先在螺旋
碎解机中进行浆料的松散,然后在重力的作用下将浆料送进
反应器,而臭氧也会在稍低于大气压的压强作用下输送到反
应器中,臭氧漂白反应后,用碱液将浆料进行稀释。
ZeTracTM可使浆厂以更低的废水排放量,建立一个更加
封闭的系统,而不需将酸性与碱性滤液互相混合。酸碱中和
会形成一些难于处理的沉淀物。尽管臭氧漂白为酸性工艺,
但在加碱前仍不需洗涤,因为浆料浓度非常高。在浆厂中使
用臭氧时,安全问题至关重要。ZeTracTM的一个设计特点,就
是在反应器中保持一定的负压,因此不会有臭氧逃逸到大气
中。在目前的漂白技术中,ZeTracTM代表了将白度和环保要求
有机结合的最为智能的方式。
3 中浓臭氧漂白系统
中浓臭氧漂白技术的发展主要取决于臭氧混合器的发展,
因为臭氧混合器是中浓臭氧漂白技术的核心设备,漂后浆料的
质量也主要取决于混合器的效率。首批安装中浓臭氧漂白系统
的工厂在漂白运行中遇到的漂后浆料质量问题均是由于第一
代中浓漂白技术中的臭氧混合器效率不高,不能把臭氧和浆料
均匀混合,并且混合器在运行中还会影响纤维的强度指标。
安德里茨、GL&V和Lenzing Technik是三家中浓漂白
系统臭氧混合器的供应商,通过研究三家的设备可发现所有
的中浓臭氧漂白段的设计原理是相同的。对比三家公司产品
的工业化运行结果显示,当臭氧的添加量为3~6k g/a d t时,
使用安德里茨公司的臭氧混合器时需要两个混合器才能达到
最好的漂白效率,而当臭氧的添加量为4~5k g/a d t时,使用
Lenz ing Techn ik公司的臭氧混合器时需要一个混合器就
能达到最好的漂白效率。
相比于高浓臭氧漂白,在12%的中浓条件下的臭氧漂白,
漂白过程中会产生更多的滤液,因此反应必须在一个加压反
应器(压力在7~8b a r s)中进行,同时总的气流(包括臭氧和
氧气)也必须经过压缩。安德里茨公司典型中浓臭氧漂白流程
见图4。
从图4中可见,整个反应过程是在臭氧混合装置中进行
的,但混合装置并没有对臭氧的反应效果产生影响而仅是保
证有稳定的臭氧和浆料混合流体运送到喷气流管道中,这样
就可以进一步降低气压,气压可由12ba r降低到9bar,气压的
降低直接带来漂白成本的降低。安德里茨公司的中浓混合器
适用于气态漂白药品的混合,它的结构不是通常的那样使浆
料进入非常狭窄的隙缝中,利用高剪切力使之与化学品混合
均匀,需耗费较高的动力,它是一种管道全通式的混合设备。
(5)在溶解浆的生产中,可有效地控制浆料的黏度。
臭氧漂白工艺的工业化使用使臭氧漂白技术得到了很大
的优化和改进,已经将臭氧漂白开发初期的一系列问题通过
实际运用得到了解决。为了使广大纸浆生产商更好地了解臭
氧漂白目前的发展状况,本文将臭氧漂白技术的进展和成果
进行介绍。
1 臭氧的产生
臭氧的产生是纯粹的现场生产的过程,臭氧生产中仅需要
能源和氧气作为原料,通常是通过现场的变压吸附产生臭氧。在
电场中有氧气的存在下可生产浓度为12%的臭氧。见图1。
目前的臭氧生产装置比第一台用于漂白生产臭氧装置的
效率提高了50%。Z-Compact系统是专门为制浆造纸行业的
臭氧漂白工艺设计制造的臭氧发生装置,该套系统具有每小
时250kg臭氧的生产能力,每天可生产6吨的臭氧。图2为葡萄
牙Celtejo浆厂正在运行的Z-Compact系统。
现在臭氧发生装置每生产1kg臭氧仅需要7~8kWh的电
能,这样就使得1kg臭氧的生产成本比1kg二氧化氯的生产成
本低。
2 高浓臭氧漂白
1992年,第一台高浓臭氧漂白系统在美国弗吉尼亚州富
兰克林市的Union Camp制浆厂开始运行。该臭氧高浓漂白
系统是根据C-Fr e e®过程进行的,首先调节浆料的pH值,将
浆料的浓度浓缩到40%,然后将浆料尽量松散后在大气压力
的作用下将浆料挤压到带有搅拌装置的臭氧反应器中。在上
世纪90年代后期,美国、瑞典、南非和德国地区的C-Free®系
统均由Sunds Defibrator公司提供。
现代的高浓臭氧漂白装置主要使用ZeTracTM技术,该技
术由芬兰美卓公司提供,美卓将C-F r e e®系统进行简化开发
了ZeTracTM技术,如图3所示。通过第一台臭氧漂白装置的安
装和使用,了解到臭氧与浆料接触漂白的时间非常短,仅需要
1min的时间,之后进行5~10m i n的抽提。臭氧漂白中臭氧与
浆料短的接触时间可进一步缩小臭氧反应装置的体积,减少
投资成本。在第二代臭氧反应装置ZeTracTM技术中将螺旋进
料器、精磨疏解机及抽提段之前的清洗装置均取消掉,而第
二代反应装置的简化也显著地降低了投资成本、过程能源消
耗、设备的维修成本及废水的排放量。
图3说明了二代臭氧漂白反应器Z eTr a c T M系统的工作
原理,纸浆先经过酸化后进行浆料浓缩,达到浓度为38%~
42%,研究表明臭氧漂白中保证浆料的高浓度是臭氧气体和
技术进步·Technology
68 第32卷第19期 2011年10月
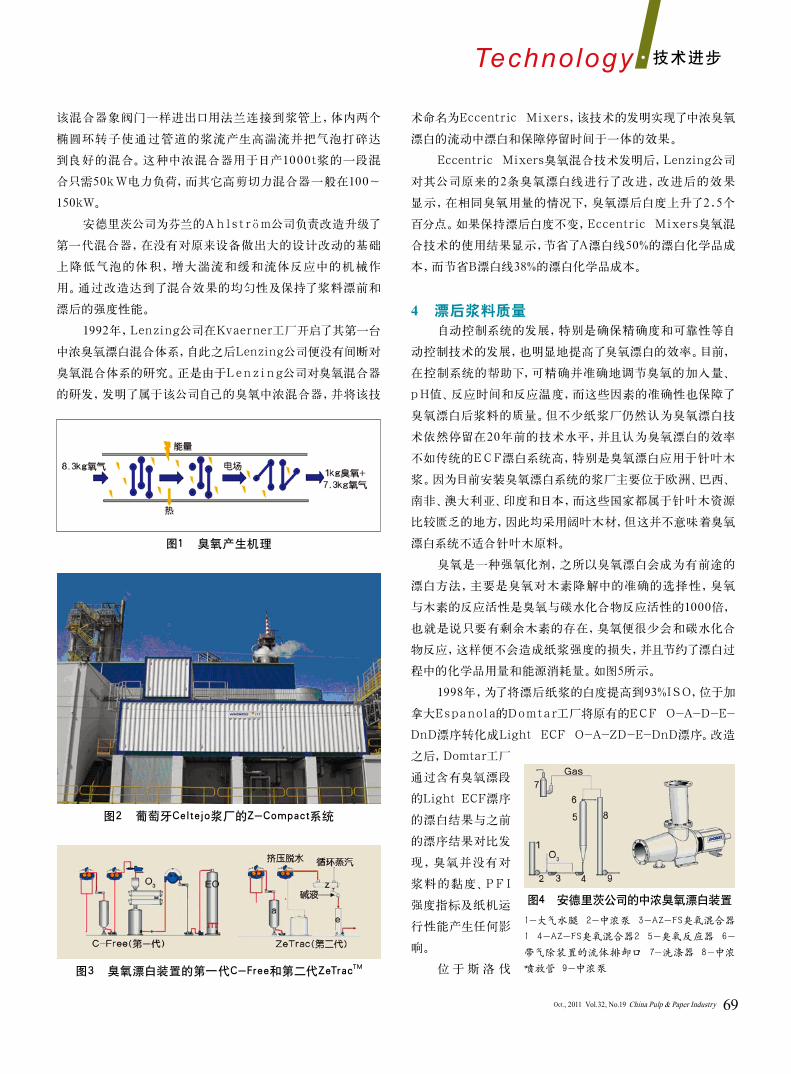
图1 臭氧产生机理
图2 葡萄牙Celtejo浆厂的Z-Compact系统
图3 臭氧漂白装置的第一代C-Free和第二代ZeTracTM
该混合器象阀门一样进出口用法兰连接到浆管上,体内两个
椭圆环转子使通过管道的浆流产生高湍流并把气泡打碎达
到良好的混合。这种中浓混合器用于日产1000t浆的一段混
合只需50kW电力负荷,而其它高剪切力混合器一般在100~
150kW。
安德里茨公司为芬兰的Ah l s t r öm公司负责改造升级了
第一代混合器,在没有对原来设备做出大的设计改动的基础
上降低气泡的体积,增大湍流和缓和流体反应中的机械作
用。通过改造达到了混合效果的均匀性及保持了浆料漂前和
漂后的强度性能。
1992年,Lenzing公司在Kvaerner工厂开启了其第一台
中浓臭氧漂白混合体系,自此之后Lenzing公司便没有间断对
臭氧混合体系的研究。正是由于L e n z i n g公司对臭氧混合器
的研发,发明了属于该公司自己的臭氧中浓混合器,并将该技
术命名为Eccentric Mixers,该技术的发明实现了中浓臭氧
漂白的流动中漂白和保障停留时间于一体的效果。
Eccentric Mixers臭氧混合技术发明后,Lenzing公司
对其公司原来的2条臭氧漂白线进行了改进,改进后的效果
显示,在相同臭氧用量的情况下,臭氧漂后白度上升了2.5个
百分点。如果保持漂后白度不变,Eccentr ic Mixers臭氧混
合技术的使用结果显示,节省了A漂白线50%的漂白化学品成
本,而节省B漂白线38%的漂白化学品成本。
4 漂后浆料质量
自动控制系统的发展,特别是确保精确度和可靠性等自
动控制技术的发展,也明显地提高了臭氧漂白的效率。目前,
在控制系统的帮助下,可精确并准确地调节臭氧的加入量、
pH值、反应时间和反应温度,而这些因素的准确性也保障了
臭氧漂白后浆料的质量。但不少纸浆厂仍然认为臭氧漂白技
术依然停留在20年前的技术水平,并且认为臭氧漂白的效率
不如传统的ECF漂白系统高,特别是臭氧漂白应用于针叶木
浆。因为目前安装臭氧漂白系统的浆厂主要位于欧洲、巴西、
南非、澳大利亚、印度和日本,而这些国家都属于针叶木资源
比较匮乏的地方,因此均采用阔叶木材,但这并不意味着臭氧
漂白系统不适合针叶木原料。
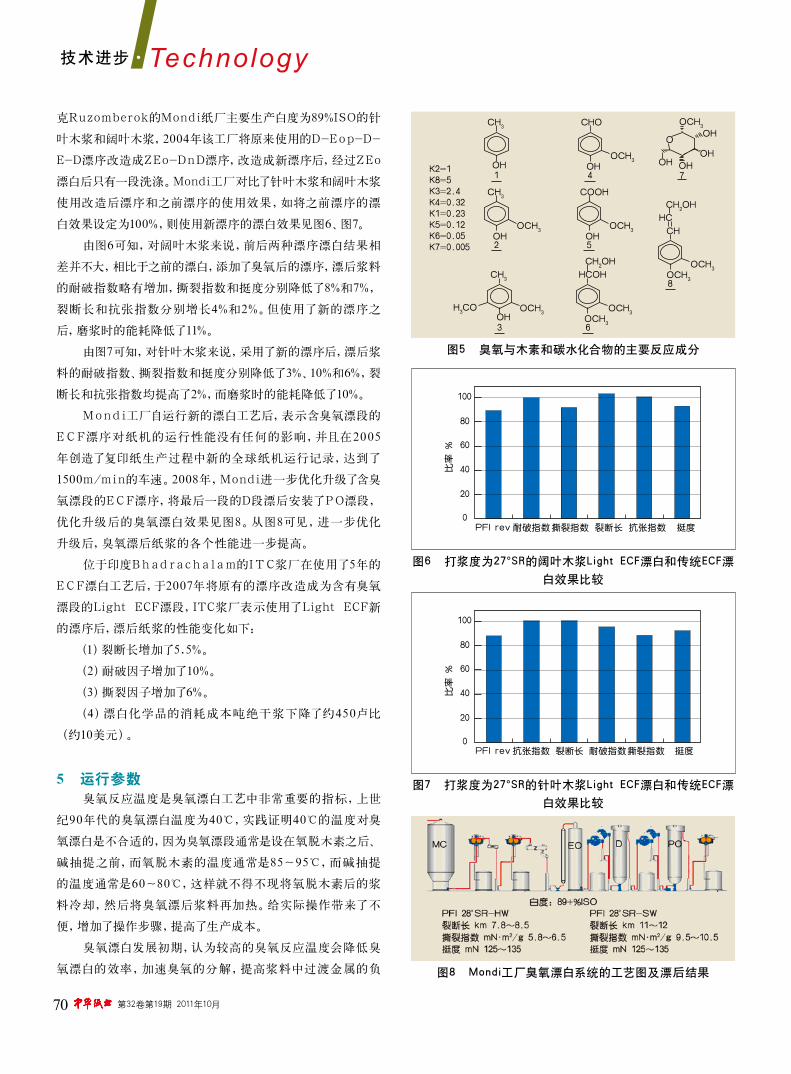
臭氧是一种强氧化剂,之所以臭氧漂白会成为有前途的
漂白方法,主要是臭氧对木素降解中的准确的选择性,臭氧
与木素的反应活性是臭氧与碳水化合物反应活性的1000倍,
也就是说只要有剩余木素的存在,臭氧便很少会和碳水化合
物反应,这样便不会造成纸浆强度的损失,并且节约了漂白过
程中的化学品用量和能源消耗量。如图5所示。
1998年,为了将漂后纸浆的白度提高到93%I S O,位于加
拿大Espano l a的Domt a r工厂将原有的ECF O-A-D-E-
DnD漂序转化成Light ECF O-A-ZD-E-DnD漂序。改造
之后,Domtar工厂
通过含有臭氧漂段
的Light ECF漂序
的漂白结果与之前
的漂序结果对比发
现,臭氧并没有对
浆料的黏度、P F I
强度指标及纸机运
行性能产生任何影
响。
位 于 斯 洛 伐
图4 安德里茨公司的中浓臭氧漂白装置
1-大气水腿 2-中浓泵 3-AZ-FS臭氧混合器
1 4-AZ-FS臭氧混合器2 5-臭氧反应器 6-
带气除装置的流体排卸口 7-洗涤器 8-中浓
喷放管 9-中浓泵
Technology·技术进步
69Oct., 2011 Vol.32, No.19 China Pulp & Paper Industry
克Ruzomberok的Mond i纸厂主要生产白度为89%ISO的针
叶木浆和阔叶木浆,2004年该工厂将原来使用的D-Eop-D-
E-D漂序改造成ZEo-DnD漂序,改造成新漂序后,经过ZEo
漂白后只有一段洗涤。Mondi工厂对比了针叶木浆和阔叶木浆
使用改造后漂序和之前漂序的使用效果,如将之前漂序的漂
白效果设定为100%,则使用新漂序的漂白效果见图6、图7。
由图6可知,对阔叶木浆来说,前后两种漂序漂白结果相
差并不大,相比于之前的漂白,添加了臭氧后的漂序,漂后浆料
的耐破指数略有增加,撕裂指数和挺度分别降低了8%和7%,
裂断长和抗张指数分别增长4%和2%。但使用了新的漂序之
后,磨浆时的能耗降低了11%。
由图7可知,对针叶木浆来说,采用了新的漂序后,漂后浆
料的耐破指数、撕裂指数和挺度分别降低了3%、10%和6%,裂
断长和抗张指数均提高了2%,而磨浆时的能耗降低了10%。
Mond i工厂自运行新的漂白工艺后,表示含臭氧漂段的
ECF漂序对纸机的运行性能没有任何的影响,并且在2005
年创造了复印纸生产过程中新的全球纸机运行记录,达到了
1500m/min的车速。2008年,Mond i进一步优化升级了含臭
氧漂段的ECF漂序,将最后一段的D段漂后安装了PO漂段,
优化升级后的臭氧漂白效果见图8。从图8可见,进一步优化
升级后,臭氧漂后纸浆的各个性能进一步提高。
位于印度Bh a d r a c h a l a m的I TC浆厂在使用了5年的
ECF漂白工艺后,于2007年将原有的漂序改造成为含有臭氧
漂段的Light ECF漂段,ITC浆厂表示使用了Light ECF新
的漂序后,漂后纸浆的性能变化如下:
(1)裂断长增加了5.5%。
(2)耐破因子增加了10%。
(3)撕裂因子增加了6%。
(4)漂白化学品的消耗成本吨绝干浆下降了约450卢比
(约10美元)。
5 运行参数
臭氧反应温度是臭氧漂白工艺中非常重要的指标,上世
纪90年代的臭氧漂白温度为40℃,实践证明40℃的温度对臭
氧漂白是不合适的,因为臭氧漂段通常是设在氧脱木素之后、
碱抽提之前,而氧脱木素的温度通常是85~95℃,而碱抽提
的温度通常是60~80℃,这样就不得不现将氧脱木素后的浆
料冷却,然后将臭氧漂后浆料再加热。给实际操作带来了不
便,增加了操作步骤,提高了生产成本。
臭氧漂白发展初期,认为较高的臭氧反应温度会降低臭
氧漂白的效率,加速臭氧的分解,提高浆料中过渡金属的负
图5 臭氧与木素和碳水化合物的主要反应成分
图6 打浆度为27°SR的阔叶木浆Light ECF漂白和传统ECF漂
白效果比较
图7 打浆度为27°SR的针叶木浆Light ECF漂白和传统ECF漂
白效果比较
图8 Mondi工厂臭氧漂白系统的工艺图及漂后结果
技术进步·Technology
70 第32卷第19期 2011年10月
面影响,并降低漂后浆料的性能。但经过近20年来的实验研
究表明,原来认为的较高温度会影响臭氧漂白效率的想法是
完全不成立的,实验研究了阔叶木浆臭氧漂白,表明60℃甚至
更高的反应温度均不会影响臭氧漂白效率,并且漂后纸浆的
性能也没有负面影响。
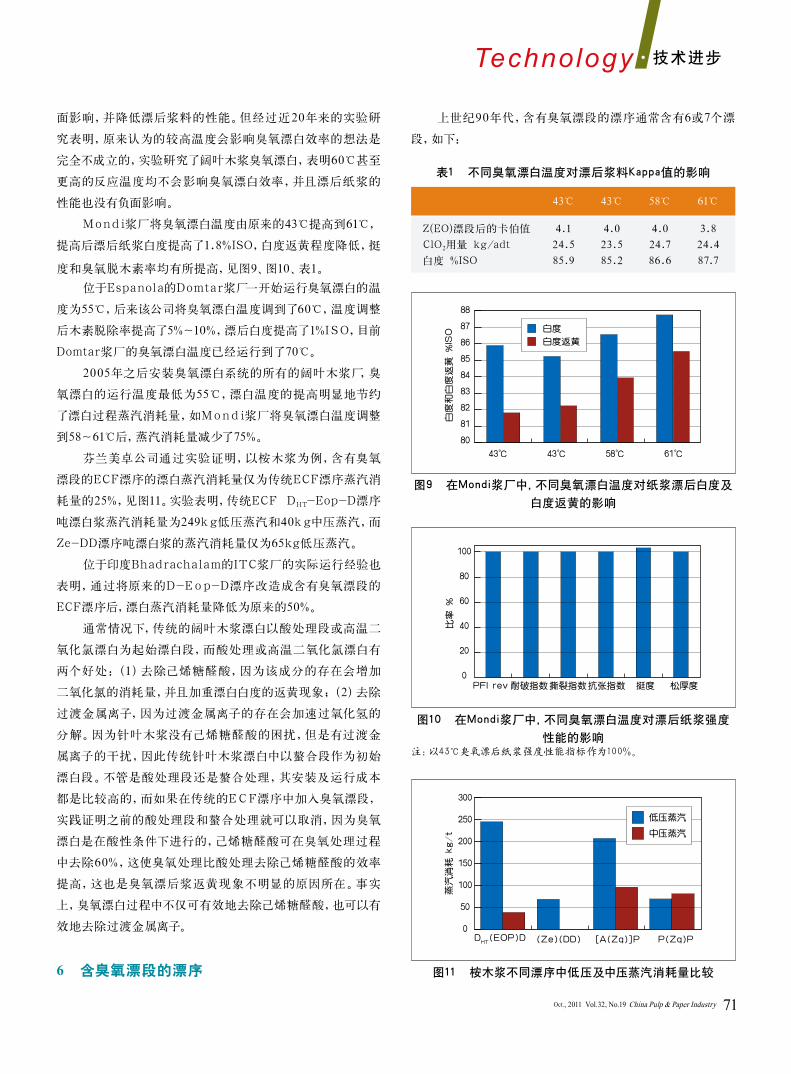
Mond i浆厂将臭氧漂白温度由原来的43℃提高到61℃,
提高后漂后纸浆白度提高了1.8%ISO,白度返黄程度降低,挺
度和臭氧脱木素率均有所提高,见图9、图10、表1。
位于Espanola的Domtar浆厂一开始运行臭氧漂白的温
度为55℃,后来该公司将臭氧漂白温度调到了60℃,温度调整
后木素脱除率提高了5%~10%,漂后白度提高了1%I S O,目前
Domtar浆厂的臭氧漂白温度已经运行到了70℃。
2005年之后安装臭氧漂白系统的所有的阔叶木浆厂,臭
氧漂白的运行温度最低为55℃,漂白温度的提高明显地节约
了漂白过程蒸汽消耗量,如Mond i浆厂将臭氧漂白温度调整
到58~61℃后,蒸汽消耗量减少了75%。
芬兰美卓公司通过实验证明,以桉木浆为例,含有臭氧
漂段的ECF漂序的漂白蒸汽消耗量仅为传统ECF漂序蒸汽消
耗量的25%,见图11。实验表明,传统ECF DHT-Eop-D漂序
吨漂白浆蒸汽消耗量为249k g低压蒸汽和40k g中压蒸汽,而
Ze-DD漂序吨漂白浆的蒸汽消耗量仅为65kg低压蒸汽。
位于印度Bhadrachalam的ITC浆厂的实际运行经验也
表明,通过将原来的D-E o p-D漂序改造成含有臭氧漂段的
ECF漂序后,漂白蒸汽消耗量降低为原来的50%。
通常情况下,传统的阔叶木浆漂白以酸处理段或高温二
氧化氯漂白为起始漂白段,而酸处理或高温二氧化氯漂白有
两个好处:(1)去除己烯糖醛酸,因为该成分的存在会增加
二氧化氯的消耗量,并且加重漂白白度的返黄现象;(2)去除
过渡金属离子,因为过渡金属离子的存在会加速过氧化氢的
分解。因为针叶木浆没有己烯糖醛酸的困扰,但是有过渡金
属离子的干扰,因此传统针叶木浆漂白中以螯合段作为初始
漂白段。不管是酸处理段还是螯合处理,其安装及运行成本
都是比较高的,而如果在传统的ECF漂序中加入臭氧漂段,
实践证明之前的酸处理段和螯合处理就可以取消,因为臭氧
漂白是在酸性条件下进行的,己烯糖醛酸可在臭氧处理过程
中去除60%,这使臭氧处理比酸处理去除己烯糖醛酸的效率
提高,这也是臭氧漂后浆返黄现象不明显的原因所在。事实
上,臭氧漂白过程中不仅可有效地去除己烯糖醛酸,也可以有
效地去除过渡金属离子。
6 含臭氧漂段的漂序
上世纪90年代,含有臭氧漂段的漂序通常含有6或7个漂
段,如下:
图9 在Mondi浆厂中,不同臭氧漂白温度对纸浆漂后白度及
白度返黄的影响
图11 桉木浆不同漂序中低压及中压蒸汽消耗量比较
图10 在Mondi浆厂中,不同臭氧漂白温度对漂后纸浆强度
性能的影响注:以43℃臭氧漂后纸浆强度性能指标作为100%。
表1 不同臭氧漂白温度对漂后浆料Kappa值的影响
Z(EO)漂段后的卡伯值
ClO2用量 kg/adt
白度 %ISO
43℃
4.1
24.5
85.9
4.0
23.5
85.2
43℃
4.0
24.7
86.6
58℃
3.8
24.4
87.7
61℃
Technology·技术进步
71Oct., 2011 Vol.32, No.19 China Pulp & Paper Industry
E-D漂序。
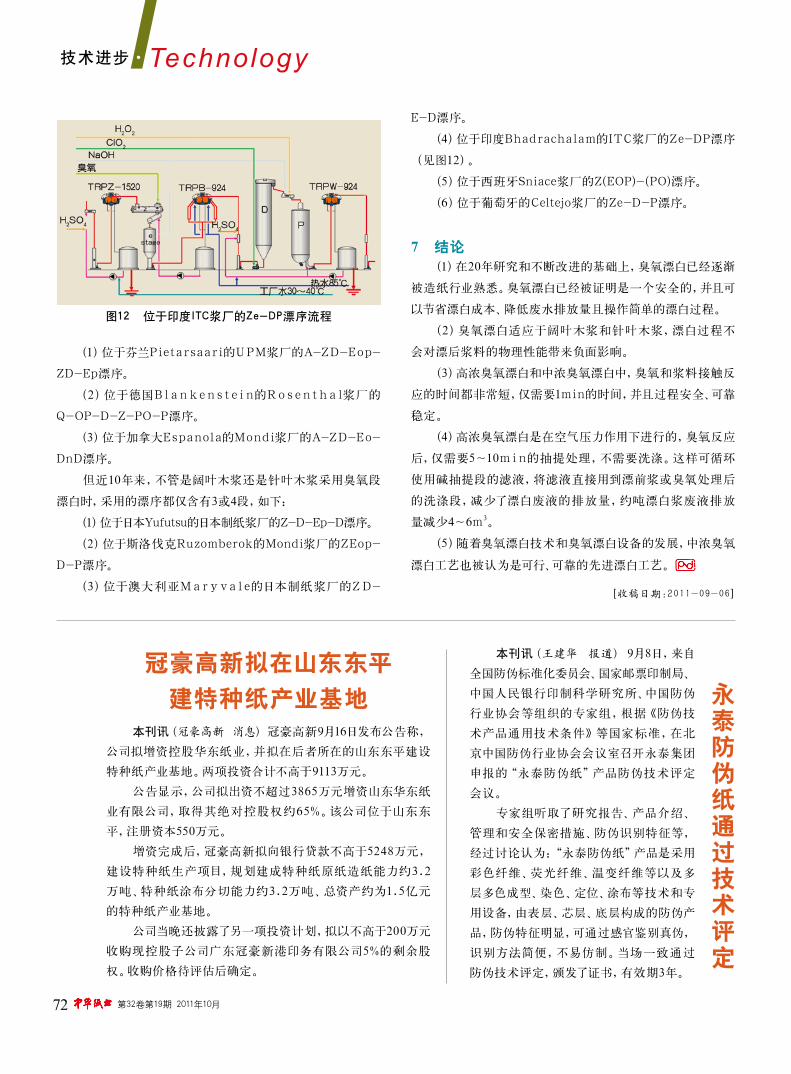
(4)位于印度Bhadrachalam的ITC浆厂的Ze-DP漂序
(见图12)。
(5)位于西班牙Sniace浆厂的Z(EOP)-(PO)漂序。
(6)位于葡萄牙的Celtejo浆厂的Ze-D-P漂序。
7 结论
(1)在20年研究和不断改进的基础上,臭氧漂白已经逐渐
被造纸行业熟悉。臭氧漂白已经被证明是一个安全的,并且可
以节省漂白成本、降低废水排放量且操作简单的漂白过程。
(2)臭氧漂白适应于阔叶木浆和针叶木浆,漂白过程不
会对漂后浆料的物理性能带来负面影响。
(3)高浓臭氧漂白和中浓臭氧漂白中,臭氧和浆料接触反
应的时间都非常短,仅需要1min的时间,并且过程安全、可靠
稳定。
(4)高浓臭氧漂白是在空气压力作用下进行的,臭氧反应
后,仅需要5~10m i n的抽提处理,不需要洗涤。这样可循环
使用碱抽提段的滤液,将滤液直接用到漂前浆或臭氧处理后
的洗涤段,减少了漂白废液的排放量,约吨漂白浆废液排放
量减少4~6m3。
(5)随着臭氧漂白技术和臭氧漂白设备的发展,中浓臭氧
漂白工艺也被认为是可行、可靠的先进漂白工艺。
(1)位于芬兰Piet ar s aar i的UPM浆厂的A-ZD-Eop-
ZD-Ep漂序。
(2)位于德国B l a n k e n s t e i n的R o s e n t h a l浆厂的
Q-OP-D-Z-PO-P漂序。
(3)位于加拿大Espanol a的Mond i浆厂的A-ZD-Eo-
DnD漂序。
但近10年来,不管是阔叶木浆还是针叶木浆采用臭氧段
漂白时,采用的漂序都仅含有3或4段,如下:
(1)位于日本Yufutsu的日本制纸浆厂的Z-D-Ep-D漂序。
(2)位于斯洛伐克Ruzomberok的Mondi浆厂的ZEop-
D-P漂序。
(3)位于澳大利亚M a r y v a l e的日本制纸浆厂的Z D-
图12 位于印度ITC浆厂的Ze-DP漂序流程
[收稿日期:2011-09-06]
冠豪高新拟在山东东平
建特种纸产业基地本刊讯(冠豪高新 消息) 冠豪高新9月16日发布公告称,
公司拟增资控股华东纸业,并拟在后者所在的山东东平建设
特种纸产业基地。两项投资合计不高于9113万元。
公告显示,公司拟出资不超过3865万元增资山东华东纸
业有限公司,取得其绝对控股权约65%。该公司位于山东东
平,注册资本550万元。
增资完成后,冠豪高新拟向银行贷款不高于5248万元,
建设特种纸生产项目,规划建成特种纸原纸造纸能力约3.2
万吨、特种纸涂布分切能力约3.2万吨、总资产约为1.5亿元
的特种纸产业基地。
公司当晚还披露了另一项投资计划,拟以不高于200万元
收购现控股子公司广东冠豪新港印务有限公司5%的剩余股
权。收购价格待评估后确定。
永泰防伪纸通过技术评定
本刊讯(王建华 报道) 9月8日,来自
全国防伪标准化委员会、国家邮票印制局、
中国人民银行印制科学研究所、中国防伪
行业协会等组织的专家组,根据《防伪技
术产品通用技术条件》等国家标准,在北
京中国防伪行业协会会议室召开永泰集团
申报的“永泰防伪纸”产品防伪技术评定
会议。
专家组听取了研究报告、产品介绍、
管理和安全保密措施、防伪识别特征等,
经过讨论认为:“永泰防伪纸”产品是采用
彩色纤维、荧光纤维、温变纤维等以及多
层多色成型、染色、定位、涂布等技术和专
用设备,由表层、芯层、底层构成的防伪产
品,防伪特征明显,可通过感官鉴别真伪,
识别方法简便,不易仿制。当场一致通过
防伪技术评定,颁发了证书,有效期3年。
技术进步·Technology
72 第32卷第19期 2011年10月