abrasivity and grindability study of mineral ores
TRANSCRIPT
A
Pa
b
a
ARRAA
KAGPAIW
1
mufggwi
rgbsebw
d[
0d
Wear 267 (2009) 1832–1837
Contents lists available at ScienceDirect
Wear
journa l homepage: www.e lsev ier .com/ locate /wear
brasivity and grindability study of mineral ores
. Kulu a,∗, R. Tarbe a, H. Käerdi b, D. Goljandin a
Department of Materials Engineering, Tallinn University of Technology, Ehitajate tee 5, 19086 Tallinn, EstoniaDepartment of Mathematics, Estonian Public Service Academy, Kase 61, 12012 Tallinn, Estonia
r t i c l e i n f o
rticle history:eceived 19 September 2008eceived in revised form 16 February 2009ccepted 24 February 2009vailable online 24 March 2009
eywords:brasivityrindability
a b s t r a c t
The results of the milling experiments of different mineral ores and laboratory wear testing with differentabrasives have shown that the abrasivity of treated materials does not depend only on their hardness, but,to a great extent, on the particle shape of the materials. The grindability of materials milled by collisiondepends on the properties of materials as well on the treatment parameters (specific treatment energy).The aims of this investigation were (1) to study the abrasivity and the grindability of different minerals(granite, quartzite, etc.) and (2) to predict the relative wear resistance of the materials prospective for thegrinding media of milling equipment, using a centrifugal type impact wear tester. Experiments conductedwith abrasives of different hardness and with particles of different shape have shown that the wear rate of
article angularitybrasive hardness
mpact wearear resistance
materials used as wear resistant materials in grinding devices depend more on the angularity of abrasiveparticles than on their hardness. It was shown that the grindability depends more on the compositionand properties (fracture toughness, homogeneity of the structure) than on the hardness of the mineralores. The main size reduction occurs at first collision, later in the multiple milling of mineral materialsparticle rounding takes place. The angularity parameter has good correlation with the wear rate in the
ercialnot
case of the studied commshowed that erosion does
. Introduction
One of the predominant technologies in mining, production ofinerals, and materials treatment is grinding. Ball mills are mainly
sed for that purpose [1]. Grinding by collision is more effectiveor size reduction of brittle materials. One of the few machines forrinding of materials by collision is a disintegrating mill – disinte-rator [2], a mill for reducing lump material to a granular product,here crushing took place partly by direct impact and partly by
nterparticulate attrition.The results of different milling experiments have shown that the
elative wear resistance of different materials used in the disinte-rator, does not directly depend on the hardness of the material toe ground [3,4]. By the milling experiments with glass and quartzand in the disintegrator it was shown that the wear of the workinglements – pins from steels of the disintegrator DESI was highery the milling of glass with lower hardness (3.5 HV 0.05, GPa) than
ith quartz sand (8.15 HV 0.05, GPa) [3] (see Table 1).Similar tendencies resulted from the testing of different pow-er materials and coatings in the semi-industrial disintegrator DESI3]. It was demonstrated that the relative wear resistance of pow-
∗ Corresponding author. Tel.: +372 620 3352; fax: +372 620 3196.E-mail address: [email protected] (P. Kulu).
043-1648/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.wear.2009.02.025
steels as well as with metal matrix composites. Experiments with cermetspractically depend on abrasive particle shape.
© 2009 Elsevier B.V. All rights reserved.
der materials and spray fused coatings in a disintegrator was notdirectly influenced by their hardness [5]. To compare abrasivesand materials wear performance at different grinding media, thecoefficient of abrasivity Ac of the abrasives is used [3,4]. Abra-sivity studies of different materials with quartz sand (abrasivityAc = 1.0), iron oxide (Ac = 0.7), glass grit (Ac = 0.83), and clay shale(Ac = 0.3) showed that the relative wear resistance of the WC–Cohardmetal was 1.8, 5.0, 15.4, and 10.0, respectively. As a result ofgrindability and abrasivity studies of mineral ores (limestone, sand-stone, porphyry, and basalt), steel St37 demonstrated higher wearby relatively soft sandstone [4]. The higher erosive wear rate withsandstone can be explained, by the shape of abrasive particles –the particles of sandstone were more angular than the porphyryand basalt, but also by the existence of a harder component in theabrasive material.
Wear in solid particle erosion depends on erosion parameters(abrasive velocity, impact angle, and hardness), as well as on thesize of abrasive particles, shape, density, etc. The erosion rate of amaterial depends on its abrasive hardness, more precisely, on theratio of the material to the abrasive hardness (Hm/Ha) [3]. If materialhardness is lower than abrasive hardness (ratio is lower 0.7), micro-
cutting or surface scratching may take place. If material hardness ishigher than abrasive hardness, clear removal of the material usu-ally does not take place and the entire process has the nature offatigue. The effects of erosion parameters, such as particle velocity,impact angle, temperature, and abrasive particle parameters, such
P. Kulu et al. / Wear 267 (2009) 1832–1837 1833
Table 1Wear rates of steel pins in the disintegrator DESI by milling of different abrasive materials (amount of abrasive 16 kg) [3].
Material of pins Hardness HV 30 Wear rate Iv (mm3/kg) Ratio IGv /IQS
v
0.05, GPa) Quartz sand IQSv (8.15 HV 0.05, GPa)
S 0.26 2.19S 0.31 1.13
a[e
tmfitTpsvcqc
qs9cpiporsrT
pPcTpta
hoshp
ssict
TP
M
O
T
Glass grit IGv (3.5 HV
teel C45 230–260 0.57teel 105 Cr 6 540–750 0.35
s particle size and concentration, have been investigated in detail3]. The influence of the shape of particles and abrasivity on therosion rate has been studied by Stachowiak [6–11].
In abrasive wear modelling and erosion models, particle shape ofhe abrasive is taken into account [3,12]. In Beckmann’s and Gotz-
ann’s initial and modified erosion theory, the basic model wasormulated from the study of deformation caused by a single spher-cal particle [13]. In the early stage of the development of the theory,he corrective coefficient which considers real conditions, was used.he shape of the particles – their angularity, i.e., difference of thearticles from a sphere was taken into account. Based on Tadolder’studies [14] and his own tests, Beckmann suggested the followingalues of the coefficient for particle shape (aspect ratio AS): spheri-al white cast iron shot – 1.0–1.1, rounded quartz – 1.05–1.3, angularuartz – 1.3–1.6, corundum – 1.6–1.9, glass grit – 1.9–2.1, and whiteast iron grit – 2.3–2.7.
In the experiments with mild steel described in [15] rounduartz sand was involved in erosive particles. Sand with extremelytable properties and especially additive free (content of quartz9.5%) was used. This kind of an abrasive corresponds to the wearonditions caused by round particles – any sharp corners or salientrotuberances, and the shape coefficient is close to one. Particles
rregular in shape complicate the situation and make the shapearameter difficult to determine, as it is the case with broken glassr artificial corundum, but also with quartz sand, an abrasive mate-ial frequently found in nature. Depending on the site of the deposit,and particles vary in shape, and very importantly, in their fractureesistance at impact (i.e., the deficiency of the internal structure).he more defects the lower the abrasivity is [3].
Different shape parameters (aspect ratio AS, roundness RN) ofowder particles were also investigated by Kulu et al. [16–18].article shape descriptors were obtained using images made atross-section polishes of the investigated WC–Co powder particles.he roundness RN of powder particles varied from 1.21 (roundedarticles) up to 1.52 (sharp edged particles). It was demonstratedhat the aspect ratio and roundness parameters cannot describedequately the abrasivity of particles [14,17,18].
Besides the abrasive particles parameters, their spinning mayave a significant effect on the impact erosion rate. The influencef particle rotation on the solid particle erosion rate of metals wastudied by Bingley et al. [19,20]. Both angular and spherical particlesave been investigated and as a result it has been found that thearticle spin characteristics depend on particle shape.
Recently, different parameters related to the angularity of abra-
ive particles have been developed by Stachowiak [6], the concept ofharpness was developed for particles [7–9] and has been extendedn this work to nominally planar abrasive surfaces. One parameteralled “spike parameter – linear fit” (SP) is based on the represen-ation of the projected particle boundary by position, i.e., convexable 2arameters of treatment in DESI.
ode of operation Rotation speed and velocity (rpm/m
ne-rotor system 2060/402890/604040/80
wo-rotor system 2890/2890/relative velocity 120
Fig. 1. A photo of impact wear tester asided with 3D view of rotors. (1) Pin (specimenholder); (2) impeller.
triangles at many scales. While the other called “spike parameter –quadratic fit” (SPQ) is based on the quadratic polynomial approxi-mation of those spikes that are outside the circle with equal particlearea, centred over the particle centroid. The angularity parameterSPQ that correlates well with the abrasion wear rate was presented[10,11]. It was concluded that at erosion the effect of particle angu-larity on the wear might be also influenced by the mechanicalproperties (e.g., fracture toughness) of the abrasive.
Most commercial grinding media today are produced from highmanganese and chromium steels and martensitic low alloy steelsbecause of their ability to withstand severe impact conditions, suchas those experienced in ball mills. Much of the research has beendirected towards modifying existing materials and selecting vari-ations of high manganese steel [1]. The main advantages of highchromium cast iron and martensitic low alloy steels are their adapt-ability to most milling conditions and their favourable cost to wearratios. The disintegrator milling experiments to evaluate the suit-ability of heat-treated steel in the disintegrator demonstrated thathardened steels are not suitable for these applications [4].
In this paper the grindability and the abrasivity of different min-eral ores (granite, quartzite, etc.) and the relative wear resistanceof potential materials for the grinding media of disintegrator typemilling equipment are studied.
2. Experimental
2.1. Experimental procedure for a grindability study
Grindability of mineral ores was studied by the experimentaluniversal disintegrator – wear tester DESI (Fig. 1) at the velocityof collision about 60 m/s on the first road and by two-rotor sys-
s−1) Specific energy of treatment Es (kWh/kg 10−3)
0.541.062.08
2.12
1834 P. Kulu et al. / Wear 267 (2009) 1832–1837
F rticleg
tTiawtt
2
ehic
H
TM
T
W
G
G
G
L
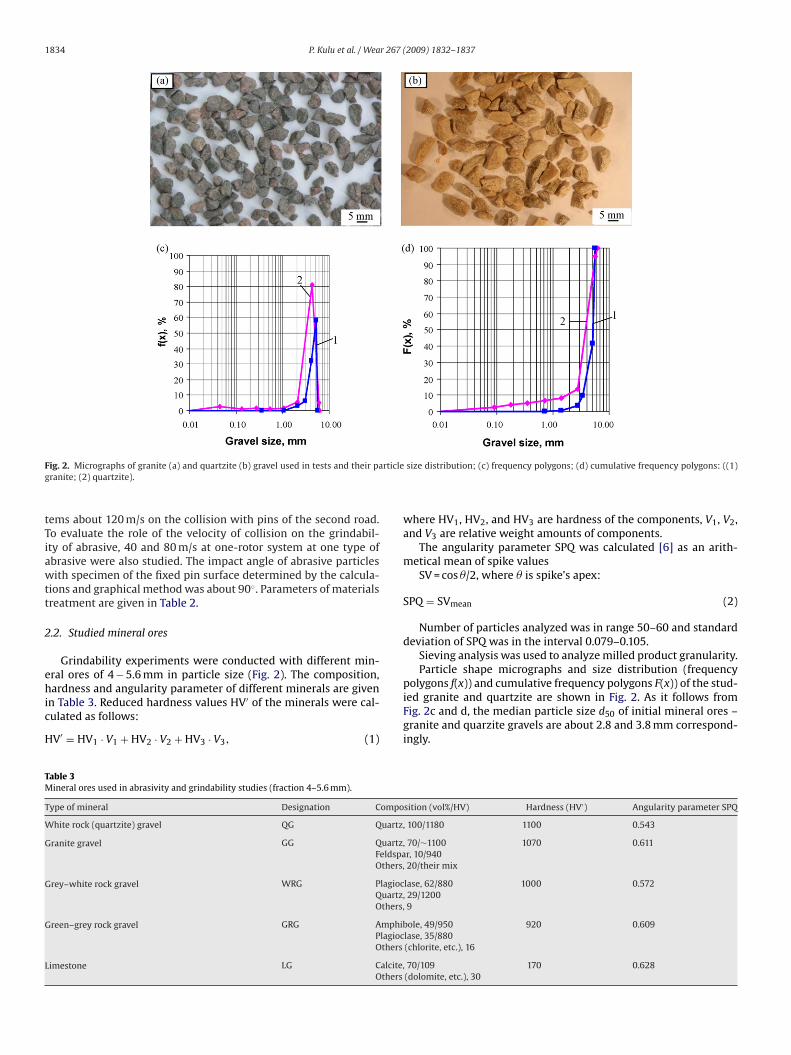
ig. 2. Micrographs of granite (a) and quartzite (b) gravel used in tests and their paranite; (2) quartzite).
ems about 120 m/s on the collision with pins of the second road.o evaluate the role of the velocity of collision on the grindabil-ty of abrasive, 40 and 80 m/s at one-rotor system at one type ofbrasive were also studied. The impact angle of abrasive particlesith specimen of the fixed pin surface determined by the calcula-
ions and graphical method was about 90◦. Parameters of materialsreatment are given in Table 2.
.2. Studied mineral ores
Grindability experiments were conducted with different min-ral ores of 4 − 5.6 mm in particle size (Fig. 2). The composition,
ardness and angularity parameter of different minerals are givenn Table 3. Reduced hardness values HV′ of the minerals were cal-ulated as follows:
V′ = HV1 · V1 + HV2 · V2 + HV3 · V3, (1)
able 3ineral ores used in abrasivity and grindability studies (fraction 4–5.6 mm).
ype of mineral Designation Compo
hite rock (quartzite) gravel QG Quartz,
ranite gravel GG Quartz,FeldspaOthers,
rey–white rock gravel WRG PlagiocQuartz,Others,
reen–grey rock gravel GRG AmphibPlagiocOthers
imestone LG Calcite,Others
size distribution; (c) frequency polygons; (d) cumulative frequency polygons: ((1)
where HV1, HV2, and HV3 are hardness of the components, V1, V2,and V3 are relative weight amounts of components.
The angularity parameter SPQ was calculated [6] as an arith-metical mean of spike values
SV = cos �/2, where � is spike’s apex:
SPQ = SVmean (2)
Number of particles analyzed was in range 50–60 and standarddeviation of SPQ was in the interval 0.079–0.105.
Sieving analysis was used to analyze milled product granularity.Particle shape micrographs and size distribution (frequency
polygons f(x)) and cumulative frequency polygons F(x)) of the stud-ied granite and quartzite are shown in Fig. 2. As it follows fromFig. 2c and d, the median particle size d50 of initial mineral ores –granite and quarzite gravels are about 2.8 and 3.8 mm correspond-ingly.
sition (vol%/HV) Hardness (HV′) Angularity parameter SPQ
100/1180 1100 0.543
70/∼1100 1070 0.611r, 10/94020/their mix
lase, 62/880 1000 0.57229/12009
ole, 49/950 920 0.609lase, 35/880(chlorite, etc.), 16
70/109 170 0.628(dolomite, etc.), 30
P. Kulu et al. / Wear 267 (2009) 1832–1837 1835
Table 4Characterization of the materials studied.
Group of material Designation Composition (wt%) Hardness (HV)
Conventional steels St 37 0.19–0.23 C 140–150 HV30C 45 0.45 C 200 HV30
Hardened steels Hardox 400 0.25 C; 1.60 Mn; 1 Cr; 0.7 Ni; 0.8 Mo 395 HV30Hardox 600 0.48 C; 1 Mn; 1.2 C; 2.5 Ni; 0.8 Mo 540 HV30
Powder steels Vanadis 6 Cr–Mo–V alloyed PM steel: 2.1 C; 1.0 834 HV30Si; 0.4 Mn; 6.8 Cr; 1.5 Mo; 5.4 V
inforced Cr–Mo–V steel: 2.8 C; 0.8 Si; 0.7 Mn; 7.0 Cr; 2.3 Mo; 8.5 V 784 HV30
C 1400 HV11148 HV1
2
ehs1
2
mDmim
I
wamm
m
A
wr
3
3
oa
i
atw–p
ss
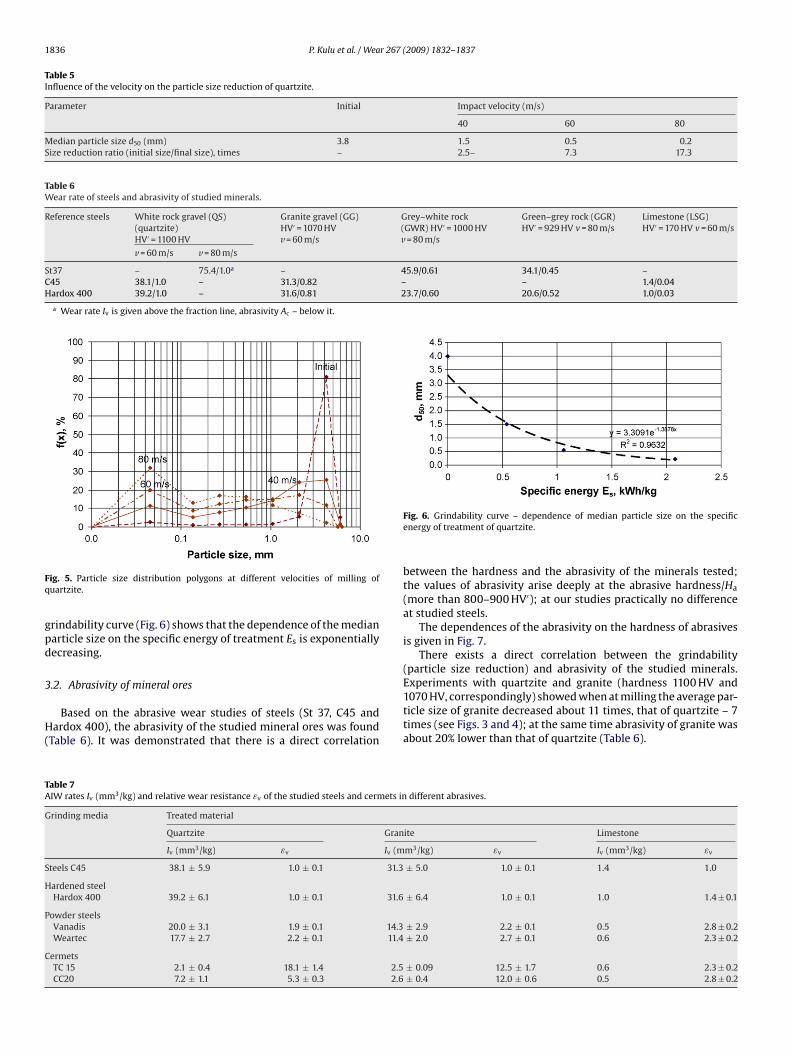
milling experiments with quartzite at different velocities (40, 60and 80 m/s) and modes of operation were carried out. The resultsof the experiments are given in Figs. 5 and 6.
As it follows from Fig. 5 and Table 5, the particle size of themilling product strongly depends on the velocity of treatment. The
Weartec Spray formed fine grain VC – re
ermets TC 15 WC–15CoCC20 Cr3C2–20Ni
.3. Materials of grinding bodies
The following steels and cermets were studied: soft and hard-ned conventional steels with hardness from 145 to 540 HV, powderigh speed steels (HSS) produced by PM/HIPing technology, tung-ten and chromium carbide based cermets with a binder content of5 and 20 wt% (12 and 15 vol%), respectively.
The properties of the studied materials are given in Table 4.
.4. Wear resistance and abrasivity study
Abrasive impact wear (AIW) resistance study of steels and cer-ets was performed by the same disintegrator based wear testerESI (Fig. 1) at the velocity of 60 m/s. The mass loss of the speci-ens mounted on pins was determined and the weight wear rate Ig
n mg/kg was calculated, dividing mass loss �m in mg by abrasiveass per specimen Q in kg:
g = �m
Q(3)
Mass loss of three specimens of each material was measured byeighing with an accuracy of 0.1 mg and the average wear rates
nd uncertainties were calculated. The volumetric wear rate Iv inm3/kg was determined as the mass loss of the target sample perass of abrasive particles divided by sample density.
The coefficient of abrasivity Ac of abrasive materials was deter-ined on steels C45, St 37 and Hardox 400 as follows:
c = Im
Iq , (4)
here I is the weight wear rate (Ig) in mg/kg or volumetric wearate (Iv) in mm3/kg in the studied abrasive (Im) and in quartz (Iq).
. Results and discussion
.1. Grindability of mineral ores
Grindability study of granite gravel was performed in DESI usingne-rotor and two-rotor systems. Quarzite gravel and other miner-ls were milled using the one-rotor system only.
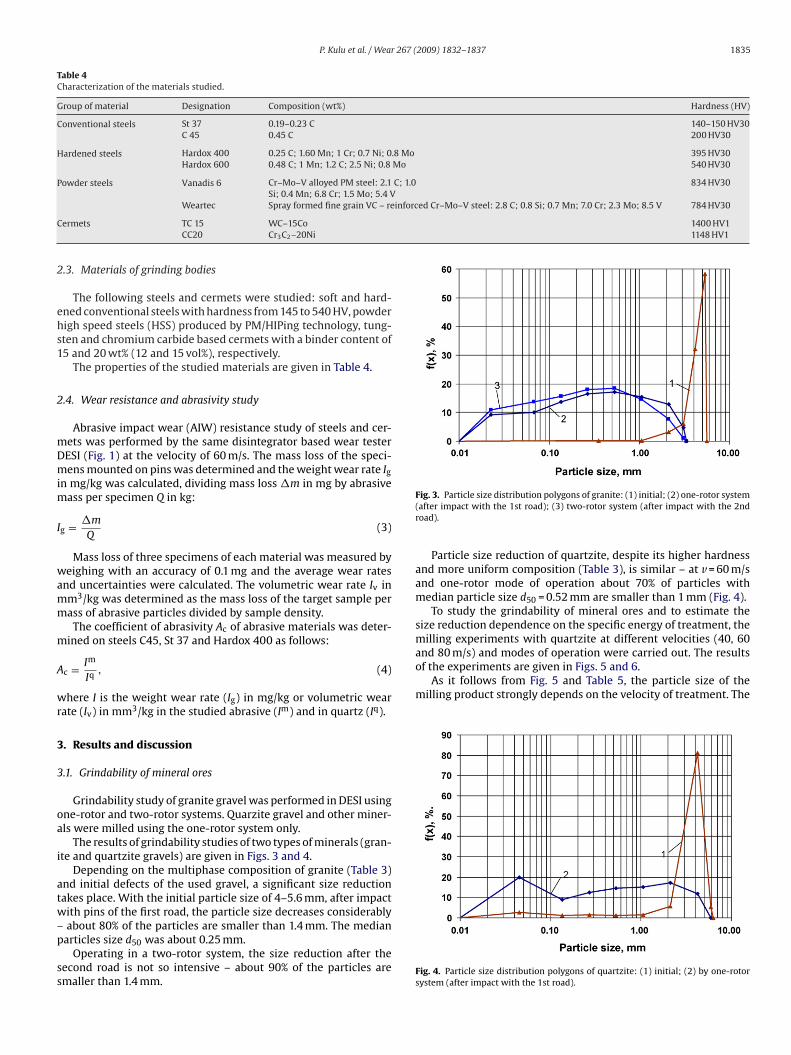
The results of grindability studies of two types of minerals (gran-te and quartzite gravels) are given in Figs. 3 and 4.
Depending on the multiphase composition of granite (Table 3)nd initial defects of the used gravel, a significant size reductionakes place. With the initial particle size of 4–5.6 mm, after impactith pins of the first road, the particle size decreases considerably
about 80% of the particles are smaller than 1.4 mm. The medianarticles size d50 was about 0.25 mm.Operating in a two-rotor system, the size reduction after the
econd road is not so intensive – about 90% of the particles aremaller than 1.4 mm.
Fig. 3. Particle size distribution polygons of granite: (1) initial; (2) one-rotor system(after impact with the 1st road); (3) two-rotor system (after impact with the 2ndroad).
Particle size reduction of quartzite, despite its higher hardnessand more uniform composition (Table 3), is similar – at v = 60 m/sand one-rotor mode of operation about 70% of particles withmedian particle size d50 = 0.52 mm are smaller than 1 mm (Fig. 4).
To study the grindability of mineral ores and to estimate thesize reduction dependence on the specific energy of treatment, the
Fig. 4. Particle size distribution polygons of quartzite: (1) initial; (2) by one-rotorsystem (after impact with the 1st road).
1836 P. Kulu et al. / Wear 267 (2009) 1832–1837
Table 5Influence of the velocity on the particle size reduction of quartzite.
Parameter Initial Impact velocity (m/s)
40 60 80
Median particle size d50 (mm) 3.8 1.5 0.5 0.2Size reduction ratio (initial size/final size), times – 2.5– 7.3 17.3
Table 6Wear rate of steels and abrasivity of studied minerals.
Reference steels White rock gravel (QS)(quartzite)HV′ = 1100 HV
Granite gravel (GG)HV′ = 1070 HVv = 60 m/s
Grey–white rock(GWR) HV′ = 1000 HVv = 80 m/s
Green–grey rock (GGR)HV′ = 929 HV v = 80 m/s
Limestone (LSG)HV′ = 170 HV v = 60 m/s
v = 60 m/s v = 80 m/s
St37 – 75.4/1.0a – 45.9/0.61 34.1/0.45 –C45 38.1/1.0 – 31.3/0.82 – – 1.4/0.04Hardox 400 39.2/1.0 – 31.6/0.81 23.7/0.60 20.6/0.52 1.0/0.03
a Wear rate Iv is given above the fraction line, abrasivity Ac – below it.
Fq
gpd
3
H(
TA
G
S
H
P
C
ig. 5. Particle size distribution polygons at different velocities of milling ofuartzite.
rindability curve (Fig. 6) shows that the dependence of the medianarticle size on the specific energy of treatment Es is exponentiallyecreasing.
.2. Abrasivity of mineral ores
Based on the abrasive wear studies of steels (St 37, C45 andardox 400), the abrasivity of the studied mineral ores was found
Table 6). It was demonstrated that there is a direct correlation
able 7IW rates Iv (mm3/kg) and relative wear resistance εv of the studied steels and cermets in
rinding media Treated material
Quartzite Gran
Iv (mm3/kg) εv Iv (m
teels C45 38.1 ± 5.9 1.0 ± 0.1 31.3
ardened steelHardox 400 39.2 ± 6.1 1.0 ± 0.1 31.6
owder steelsVanadis 20.0 ± 3.1 1.9 ± 0.1 14.3Weartec 17.7 ± 2.7 2.2 ± 0.1 11.4
ermetsTC 15 2.1 ± 0.4 18.1 ± 1.4 2.5CC20 7.2 ± 1.1 5.3 ± 0.3 2.6
Fig. 6. Grindability curve – dependence of median particle size on the specificenergy of treatment of quartzite.
between the hardness and the abrasivity of the minerals tested;the values of abrasivity arise deeply at the abrasive hardness/Ha
(more than 800–900 HV′); at our studies practically no differenceat studied steels.
The dependences of the abrasivity on the hardness of abrasivesis given in Fig. 7.
There exists a direct correlation between the grindability(particle size reduction) and abrasivity of the studied minerals.Experiments with quartzite and granite (hardness 1100 HV and
1070 HV, correspondingly) showed when at milling the average par-ticle size of granite decreased about 11 times, that of quartzite – 7times (see Figs. 3 and 4); at the same time abrasivity of granite wasabout 20% lower than that of quartzite (Table 6).different abrasives.
ite Limestone
m3/kg) εv Iv (mm3/kg) εv
± 5.0 1.0 ± 0.1 1.4 1.0
± 6.4 1.0 ± 0.1 1.0 1.4 ± 0.1
± 2.9 2.2 ± 0.1 0.5 2.8 ± 0.2± 2.0 2.7 ± 0.1 0.6 2.3 ± 0.2
± 0.09 12.5 ± 1.7 0.6 2.3 ± 0.2± 0.4 12.0 ± 0.6 0.5 2.8 ± 0.2

P. Kulu et al. / Wear 267 (
Fig. 7. Dependence of abrasivity on the hardness of minerals, determined on steels:– Hardox 400, – C45, – St37.
F
3
mptr
hcmtsm
4
vgt
t
[
powder, Int. J. Mater. Product Technol. 22/4 (2005) 289–298.[19] T. Deng, M.S. Bingley, M.S.A. Bradley, The influence of particle rotation on the
ig. 8. Relative wear resistance of materials for grinding media in different minerals.
.3. Wear resistance of materials for grinding media
To select materials for the grinding elements of the disintegratorill, the wear resistance study of different steels and cermets in
arallel with grindability experiments was carried out. Results ofhe wear resistance study (volumetric wear rate Iv and relative wearesistance εv) are given in Table 7 and Fig. 8.
As it follows from the experiments (Fig. 8), materials withardmetal structure (low binder content tungsten and chromiumarbides based materials) are more suitable for the working ele-ents of the disintegrator. Relative wear resistance is from 5 to 20
imes higher than the reference material, steel C45. Use of hardenedteels and wear resistant powder steels is not effective in impactills – relative wear resistance is only about 2 times higher.
. Conclusions
The centrifugal disintegrator type mill developed at Tallinn Uni-
ersity of Technology is a device suitable both for studies of therindability and the abrasivity of minerals as well as the wear resis-ance of materials for the grinding media.Milling process in a disintegrator mill is very effective due tohe high-energy process. The median particle size of quartzite is
[
2009) 1832–1837 1837
reduced at one-step milling from 2.5 up to 15–20 times, dependingon the milling velocity/specific energy of treatment.
The abrasivity of minerals is in a direct correlation with the hard-ness of minerals. With decreasing of the hardness of abrasive lower800–900 HV, abrasivity is decreased deeply and is approaching tozero by limestone (170 HV). The same is true for grindability andabrasivity – the better the grindability (more size reduction), thelower the abrasivity is.
For materials selection of the grinding media, the properties ofmaterials to be treated must be kept in mind. With hard mineralsto be milled, cermets are more suitable materials for the grind-ing media. The wear resistance of the WC–Co hardmetal and thelow binder Cr3C2–Ni cermet exceeds that of soft carbon steel 5–20times. With soft minerals to be milled, powder steels are recom-mended.
Acknowledgements
This work was supported by the Ministry of Education and Sci-ence of Estonia (targeted finance project no. SF0140091408).
References
[1] T.W. Chenje, D.J. Simbi, E. Navara, Relationship between microstructure, hard-ness, impact toughness and wear performance of selected grinding media formineral ore milling operations, Mater. Des. 25 (2004) 11–18.
[2] B. Tamm, A. Tymanok, Impact grinding and disintegrators, Proc. Estonian Acad.Sci. Eng. 2/2 (1996) 209–242.
[3] I. Kleis, P. Kulu, Solid Particle Erosion. Occurrence, Prediction and Control,Springer-Verlag London Limited, 2007.
[4] D. Goljandin, P. Kulu, H. Käerdi, A. Bruwier, Disintegrator as a device for millingof mineral ores, Mater. Sci. (Medziagotyra) 11/4 (2005) 398–402.
[5] S. Zimakov, T. Pihl, M. Antonov, V. Mikli, Application of recycled hardmetalpowder, Proc. Estonian Acad. Sci. Eng. 9/4 (2003) 304–316.
[6] G.W. Stachowiak, Numerical characterization of wear particle morphology andangularity of particles and surfaces, Tribol. Int. 31 (1998) 139–157.
[7] D.V. De Pellegrin, G.W. Stachowiak, A new technique for measuring particleangularity using cone fit analysis, Wear 247 (2001) 109–113.
[8] D.V. De Pellegrin, G.W. Stachowiak, Assessing the role of particle shape andscale in abrasion using sharpness analysis. Part I technique development, Wear253 (2002) 1016–1025.
[9] D.V. De Pellegrin, G.W. Stachowiak, Assessing the role of particle shape andscale in abrasion using sharpness analysis. Part II technique evaluation, Wear253 (2002) 1026–1034.
[10] G.W. Stachowiak, Particle angularity and its relationship to abrasive and erosivewear, Wear 241 (2000) 214–219.
[11] D.V. De Pellegrin, G.W. Stachowiak, Sharpness of abrasive particles and surfaces,Wear 256 (2004) 614–622.
12] G. Beckmann, I. Kleis, Abtragverschleiss von Metallen, Leipzig, Springer-VerlagHeidelberg, 1983.
[13] J. Gotzmann, Modellierung des Strahlverschleisses an keramicshen Werkstrof-fen, Schmierungstechnik 11 (1989) 324–329.
[14] J. Tadolder, The influence of the geometry of abrasive particle on wear rate ofmetals, Proc. Techn. Univ. Tallinn 237 (1966) 3–13 (in Russian).
[15] U. Suur, Metal Erosion at Elevated Temperatures, PhD Thesis, Tallinn, 1967, (inEstonian).
[16] V. Mikli, H. Käerdi, P. Kulu, M. Besterci, Characterization of powder particlemorphology, Proc. Estonian Acad. Sci. Eng. 7/1 (2001) 22–34.
[17] V. Mikli, P. Kulu, H. Käerdi, M. Besterci, Angularity of the disintegrator groundhardmetal powder particles, Mater. Sci. (Medziagotyra) 8/4 (2002) 430–433.
[18] P. Kulu, V. Mikli, H. Käerdi, M. Besterci, Angularity evaluation of milled WC–Co
solid particle erosion rate of metals, Wear 256 (2004) 1037–1049.20] J. Li, T. Deng, M.S. Bingley, M.S.A. Bradley, Prediction of particle rotation in a
centrifugal accelerator erosion tester and the effect on erosion rate, Wear 258(2005) 497–502.