a note on linear models for two-group and three-group two-dimensional guillotine cutting problems
TRANSCRIPT

This article was downloaded by: [The Aga Khan University]On: 09 October 2014, At: 15:45Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
International Journal of ProductionResearchPublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/tprs20
A note on linear models for two-groupand three-group two-dimensionalguillotine cutting problemsH. H. Yanasse a & R. Morabito ba Instituto Nacional de Pesquisas Espaciais , Brazilb Universidade Federal de São Carlos , BrazilPublished online: 10 Oct 2008.
To cite this article: H. H. Yanasse & R. Morabito (2008) A note on linear models for two-groupand three-group two-dimensional guillotine cutting problems, International Journal of ProductionResearch, 46:21, 6189-6206, DOI: 10.1080/00207540601011543
To link to this article: http://dx.doi.org/10.1080/00207540601011543
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoever as tothe accuracy, completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Contentshould not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims,proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to orarising out of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions

International Journal of Production Research,Vol. 46, No. 21, 1 November 2008, 6189–6206
A note on linear models for two-group and three-group
two-dimensional guillotine cutting problems
H. H. YANASSEy and R. MORABITO*z
yInstituto Nacional de Pesquisas Espaciais, Brazil
zUniversidade Federal de Sao Carlos, Brazil
(Revision received August 2006)
Due to the particular characteristics of certain cutting machines, special classes ofcutting patterns, such as 1-group, 2-group and 3-group, requiring shorterprocessing times appear in the furniture, hardboard and stone industries. In thisstudy we present integer linear models to generate 2-group and 3-groupconstrained and unconstrained two-dimensional guillotine cutting patterns. Themodels are derived from the linear models for 1-group guillotine cutting patternsproposed in Yanasse, H.H. and Morabito, R., Linear models for one-grouptwo-dimensional guillotine cutting problems. International Journal of ProductionResearch, in press. The performances of the models were evaluated by solving anumber of examples randomly generated and an actual example derived froma furniture company. These results were produced using GAMS modellinglanguage and the CPLEX solver, and they show that the models are effective tosolve problems of small and moderate size.
Keywords: Cutting and packing problems; 2-Group and 3-group guillotinecutting; Integer linear models; Furniture industry
1. Introduction
In different industrial cutting processes such as in the furniture and hardboardindustries, the cutting equipment is able to produce only guillotine cuts on the plates.A cut is of guillotine type if, when applied to a rectangle, it produces two newrectangles. In the first stage, parallel longitudinal guillotine cuts are produced on theplate (without moving it) to make a set of strips. In the second stage, these strips arepositioned, one by one, and the remaining parallel transversal guillotine cuts aremade on each strip. If there is no need for additional trimming (i.e. all pieces have thesame width in each strip), the pattern is called exact 2-stage guillotine, otherwise, it iscalled non-exact. If there are additional cutting stages on the pattern, for example,three, four, etc., the pattern is called 3-stage, 4-stage, etc., respectively. Other specialclasses of staged guillotine cutting patterns, named 1-group, 2-group, 3-group, etc.,also appear in the furniture and hardboard industries. Studies dealing with thecutting problem in these industries can be found in the following examples:Gilmore and Gomory (1965), Foronda and Carino (1991), Yanasse et al. (1991),
*Corresponding author. Email: [email protected]
International Journal of Production Research
ISSN 0020–7543 print/ISSN 1366–588X online � 2008 Taylor & Francis
http://www.tandf.co.uk/journals
DOI: 10.1080/00207540601011543
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014
Carnieri et al. (1994), Morabito and Garcia (1998), Morabito and Arenales (2000),
Gramani and Franca (in press) and Morabito and Belluzzo (2007). In this study we
present integer linear models to generate 2-group and 3-group constrained and
unconstrained two-dimensional guillotine cutting patterns.Gilmore and Gomory (1965) proposed a two-phase method based on the simplex
algorithm with a column generation procedure to generate 2-stage patterns. This
two-phase method works well if the ordered quantities of the pieces are ‘sufficiently’
large; in such cases the cutting problem is called unconstrained. For the constrained
case, authors have proposed alternatives for the rounding of relaxed solutions of the
simplex algorithm (e.g. Waescher and Gau 1996), or greedy heuristics combined withcolumn generation procedures (Hinxman 1980). Other studies dealing with staged
patterns can be found in, for example, Beasley (1985), Christofides and
Hadjiconstantinou (1995), Morabito and Arenales (1996), Riehme et al. (1996),
Hifi (1997), Hifi and Roucairol (2001), Vianna et al. (2002), Lodi and Monaci (2003)and Cui (2005). A special class of 2-stage patterns, called 1-group or checkboard
patterns, was introduced in Gilmore and Gomory (1965). In these patterns the
second stage cuts are performed simultaneously on the strips resulting from first
stage cuts. This implies that the second stage cuts can be produced together with the
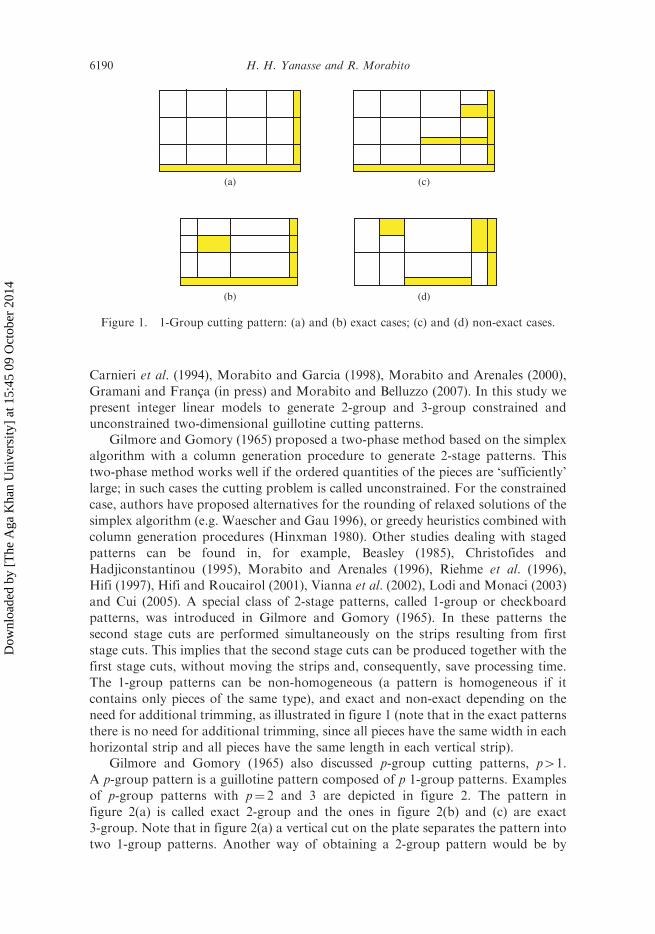
first stage cuts, without moving the strips and, consequently, save processing time.The 1-group patterns can be non-homogeneous (a pattern is homogeneous if it
contains only pieces of the same type), and exact and non-exact depending on the
need for additional trimming, as illustrated in figure 1 (note that in the exact patterns
there is no need for additional trimming, since all pieces have the same width in eachhorizontal strip and all pieces have the same length in each vertical strip).
Gilmore and Gomory (1965) also discussed p-group cutting patterns, p41.
A p-group pattern is a guillotine pattern composed of p 1-group patterns. Examples
of p-group patterns with p¼ 2 and 3 are depicted in figure 2. The pattern in
figure 2(a) is called exact 2-group and the ones in figure 2(b) and (c) are exact3-group. Note that in figure 2(a) a vertical cut on the plate separates the pattern into
two 1-group patterns. Another way of obtaining a 2-group pattern would be by
(a)
(b)
(c)
(d)
Figure 1. 1-Group cutting pattern: (a) and (b) exact cases; (c) and (d) non-exact cases.
6190 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014
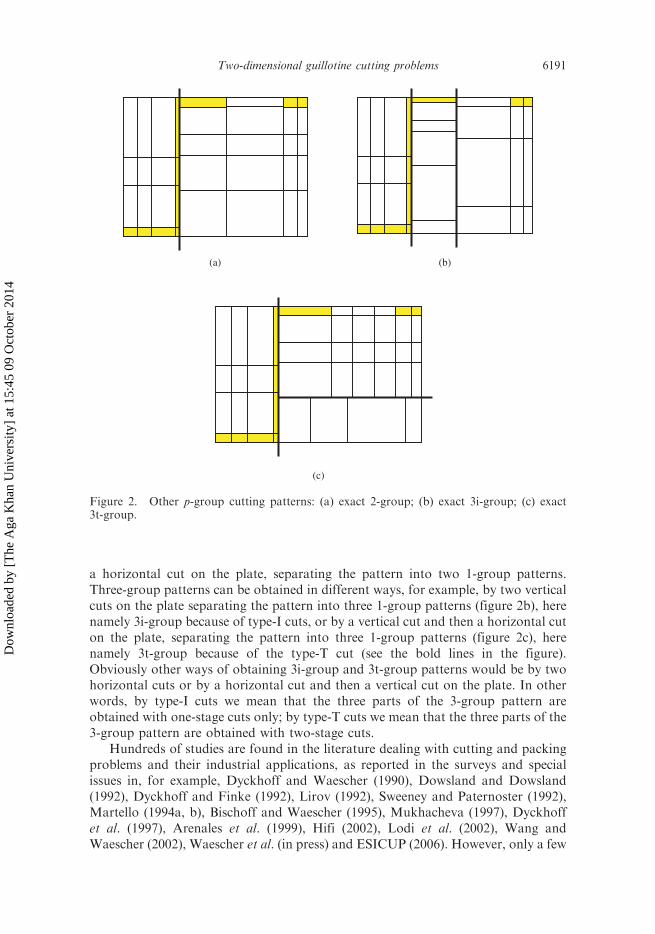
a horizontal cut on the plate, separating the pattern into two 1-group patterns.Three-group patterns can be obtained in different ways, for example, by two verticalcuts on the plate separating the pattern into three 1-group patterns (figure 2b), herenamely 3i-group because of type-I cuts, or by a vertical cut and then a horizontal cuton the plate, separating the pattern into three 1-group patterns (figure 2c), herenamely 3t-group because of the type-T cut (see the bold lines in the figure).Obviously other ways of obtaining 3i-group and 3t-group patterns would be by twohorizontal cuts or by a horizontal cut and then a vertical cut on the plate. In otherwords, by type-I cuts we mean that the three parts of the 3-group pattern areobtained with one-stage cuts only; by type-T cuts we mean that the three parts of the3-group pattern are obtained with two-stage cuts.
Hundreds of studies are found in the literature dealing with cutting and packingproblems and their industrial applications, as reported in the surveys and specialissues in, for example, Dyckhoff and Waescher (1990), Dowsland and Dowsland(1992), Dyckhoff and Finke (1992), Lirov (1992), Sweeney and Paternoster (1992),Martello (1994a, b), Bischoff and Waescher (1995), Mukhacheva (1997), Dyckhoffet al. (1997), Arenales et al. (1999), Hifi (2002), Lodi et al. (2002), Wang andWaescher (2002), Waescher et al. (in press) and ESICUP (2006). However, only a few
(a) (b)
(c)
Figure 2. Other p-group cutting patterns: (a) exact 2-group; (b) exact 3i-group; (c) exact3t-group.
Two-dimensional guillotine cutting problems 6191
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

studies presenting mathematical programming formulations for 1-group
two-dimensional guillotine cutting problems are found in the literature, for instance,
Morabito and Arenales (2000), Scheithauer (2002), Yanasse and Katsurayama(2005) and Yanasse and Morabito (in press). In particular, we are not aware of any
study proposing formulations for 2-group and 3-group cutting problems. Models for
such problems are useful for research and development of more effective solution
methods, exploring special features and particular structures, model decomposition,model relaxations, etc. These models are also helpful for evaluating the performance
of heuristic methods, since they allow (at least for problems of moderate size) an
estimation of the optimality gap of heuristic solutions.The present study proposes integer linear models to generate 2-group and
3-group (3i-group and 3t-group) constrained and unconstrained two-dimensional
guillotine cutting patterns, including exact and non-exact cases. These patterns
appear in different cutting processes as, for example, in the furniture, hardboard andstone industries. The models can be viewed as extensions of the linear models for
1-group guillotine cutting patterns proposed in Yanasse and Morabito (in press).
These models can be used in the column generation procedure of Gilmore and
Gomory’s approach aforementioned, or combined with repeated exhaustedreduction heuristics (Hinxman 1980), to solve cutting stock problems. It is important
to observe that the exact cases are of major interest in high production practical
settings like in the furniture and hardboard industries (Morabito and Arenales 2000).
The constrained exact case is also of particular interest in the stone industry(Scheithauer 2002). In practice, the non-exact pattern is less attractive than the exact
pattern for it requires trimmings that are machine expensive, therefore reducing the
process productivity.This text is organised as follows: in section 2 we present linear models for
2-group, 3i-group and 3t-group cutting problems based on the 1-group linear model
from Yanasse and Morabito (in press). In section 3, the performances of the
proposed models are evaluated and compared with the performance of the 1-group
model, by solving a number of examples randomly generated and an actual examplederived from a furniture company. These results were produced using the well-
known commercial modelling language GAMS and the mixed integer linear
programming solver CPLEX (Brooke et al. 1992). They show that the models are
effective to solve problems of small and moderate sizes. Finally, in section 4 wepresent concluding remarks and discuss perspectives for future research.
2. Linear models for 2-group and 3-group patterns
Without loss of generality, the models below assume that the orientation ofthe pieces is fixed, that is, the pieces cannot rotate. Consider the following
parameters:
L,W length and width of the plateli,wi length and width of piece type i (i¼ 1, . . . ,m)wmin minimum width of the piecesvi, bi value (e.g., the area of rectangle li�wi) and demand of piece type i.
6192 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

2.1 1-group model
For convenience, before deriving the models we briefly review the linear model forthe 1-group pattern presented in Yanasse and Morabito (in press). Let:
J,K number of different lengths li and widths wi, respectively.
vijk ¼ vi, if li � lj and wi � wk
0, otherwise:Variables:
�j number of times length lj is cut along L�k number of times width wk is cut along Waijk number of rectangles lj�wk containing a piece of type i (i.e. number of
type i pieces contained in all rectangles lj�wk)
maxXm
i¼1
XJ
j¼1
XK
k¼1
vijkaijk ð1Þ
XJ
j¼1
lj�j � L ð2Þ
XK
k¼1
wk�k � W ð3Þ
Xm
i¼1
aijk � �j�k, for all j, k ð4Þ
XJ
j¼1
XK
k¼1
aijk � bi, for all i ð5Þ
with
�j,�k, aijk � 0, integer, i ¼ 1, . . . ,m; j ¼ 1, . . . , J; k ¼ 1, . . . ,K: ð6Þ
Note that �j�k corresponds to the number of rectangles lj�wk in the pattern. Theobjective function (1) maximises the total value of the pieces cut in the pattern,constraints (2) and (3) guarantee that the piece lengths and widths do not exceed theplate length and width, respectively, constraints (4) limit the variables aijk to �j�k,constraints (5) refer to the availability of the pieces and constraints (6) refer to thenon-negativity and integrality of the variables. Models (1)–(6) can be adapted to dealwith the exact case by simply redefining vijk as:
vijk ¼vi, if li ¼ lj and wi ¼ wk for any i ¼ 1, . . . ,m
0, otherwise:
In this case, if two piece types i1 and i2 have the same size (li1,wi1)¼ (li2,wi2)¼ (lj,wk)and the same value vi1¼ vi2¼ vjk (e.g. the area of rectangle lj�wk), we can also reducethe number of model variables by defining ajk ¼
Pmi¼1 aijk, the number of rectangles
lj�wk containing a piece lj�wk (i.e. the number of pieces lj�wk).
Two-dimensional guillotine cutting problems 6193
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

It is worth noting that for the case where the orientation of the pieces is not fixed,
it is sufficient to duplicate pieces in the model corresponding to the original ones
rotated. In this case constraint (5) on the limitation on the number of pieces should
be adjusted accordingly, that is, the sum of the pieces that are rotated, in addition to
the ones in their original orientation, is limited. This comment is also valid for the
models presented below.The non-linear models (1)–(6) can be linearised in the following way
(Harjunkoski et al. 1997, Yanasse and Morabito, in press): let �j ¼Psj
s¼1 2s�1�js,
where �js � {0, 1} and sj is so that: 2sj�1 � L=lj� �
< 2sj , that is, sj is the maximum
number of bits for a binary representation of �j (the same could be done choosing �k
instead of �j). The non-linear constraint (4) is rewritten as:
Xm
i¼1
aijk �Xsj
s¼1
2s�1�js�k, for all j, k
which can be replaced by the following set of linear constraints:
Xm
i¼1
aijk �Xsj
s¼1
2s�1fjks, for all j, k
fjks � �k, for all j, k, s
fjks � �k �Mð1� �jsÞ, for all j, k, s
fjks � M�js, for all j, k, s
�js 2 f0, 1g, for all j, s
where M is a sufficiently large number (e.g. W/wmin). Note that if �js¼ 1 then
fjks¼�k, on the other hand, if �js¼ 0 then fjks¼ 0. Models (1)–(6) is rewritten as:Model 1-group:
maxXm
i¼1
XJ
j¼1
XK
k¼1
vijkaijk ð7Þ
XJ
j¼1
ljXsj
s¼1
2s�1�js � L ð8Þ
XK
k¼1
wk�k � W ð9Þ
Xm
i¼1
aijk �Xsj
s¼1
2s�1fjks, for all j, k ð10Þ
fjks � �k, for all j, k, s ð11Þ
fjks � �k �Mð1� �jsÞ, for all j, k, s ð12Þ
fjks � M�js, for all j, k, s ð13Þ
XJ
j¼1
XK
k¼1
aijk � bi, for all i ð14Þ
6194 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

with �js 2 f0, 1g,�k, aijk � 0, integer, fjks � 0, i ¼ 1, . . . ,m; j ¼ 1, . . . , J;
k ¼ 1, . . . ,K, s ¼ 1, . . . , sj ð15Þ
Before moving to the next section, we point out that other possible 0–1transformations for the variables �j could be considered. For instance, thetransformation suggested in Johnston and Sadinlija (2004) is of interest in casethere are specific values of �j that are ruled out a priori and the number of values �jwe can assume is not large. This is so because the transformation is pseudopoly-nomial, hence, the number of 0–1 variables grows faster than the transformation wepresented previously.
2.2 2-group model
Let us consider the 2-group case in figure 2(a) where a vertical cut, say on L1,05L1�L, divides the plate (L,W) into two sub-plates (L1,W) and (L�L1,W). Themodel below considers L1 as a variable and imposes that the cutting patterns in thesesub-plates are limited to the 1-group. It can be viewed as a combination of two1-group models (7)–(15), one for each sub-plate h (h¼ 1 for sub-plate (L1,W) andh¼ 2 for sub-plate (L2¼L�L1,W)), in order to generate a 2-group pattern. Let:
Variables:
�kh number of times width wk is cut along W in sub-plate haijkh number of rectangles lj�wk containing a piece of type i in sub-plate h
(i.e. number of type i pieces contained in all rectangles lj�wk ofsub-plate h)
Lh length of sub-plate h.
Model 2-group (vertical):
maxX2
h¼1
Xm
i¼1
XJ
j¼1
XK
k¼1
vijkaijkh ð16Þ
XJ
j¼1
ljXsj
s¼1
2s�1�jsh � Lh, for all h ð17Þ
XK
k¼1
wk�kh � W, for all h ð18Þ
Xm
i¼1
aijkh �Xsj
s¼1
2s�1fjksh, for all j, k, h ð19Þ
fjksh � �kh, for all j, k, s, h ð20Þ
fjksh � �kh �Mð1� �jshÞ, for all j, k, s, h ð21Þ
fjksh � M�jsh, for all j, k, s, h ð22Þ
X2
h¼1
XJ
j¼1
XK
k¼1
aijkh � bi, for all i ð23Þ
Two-dimensional guillotine cutting problems 6195
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

0 � L1 �L
2ð24Þ
with �jsh 2 f0, 1g,�kh, aijkh � 0, integer, fjksh � 0, i ¼ 1, . . . ,m; j ¼ 1, . . . , J;
k ¼ 1, . . . ,K, s ¼ 1, . . . , sj, h ¼ 1, 2: ð25Þ
Similarly to (1) and (7), the objective function (16) maximizes the total value of thepieces cut in the pattern. The term L1/L can be subtracted from the objectivefunction in order to avoid ties between 1-group and 2-group alternative optimalpatterns, once assuming without loss of generality that vi, i¼ 1, . . . ,m, are positiveinteger values. The term L1/L is in the interval [0, 1] and therefore, in case of a tie, itforces the model to choose a 1-group pattern (with L1¼ 0) rather than a 2-grouppattern (with L140). Constraints (17)–(23) correspond to constraints (8)–(14) foreach sub-plate h (note in (17) that Lh must be replaced by L�L1 when h¼ 2).Constraint (24) imposes that L1 is less than or equal to L/2, by symmetry. As in themodel 1-group, the exact case can also be treated by the model 2-group simplyredefining vijk by:
vijk ¼ vi, if li ¼ lj and wi ¼ wk for any i ¼ 1, . . . ,m0, otherwise:
(or redefining vijk and aijk by vjk and ajk, respectively, to reduce the number ofvariables, as discussed in section 2.1).
The vertical 2-group models (16)–(25) can be easily rewritten to deal with the casewhere a horizontal cut (instead of a vertical cut), for example, on W1, 05W1�W,divides the plate (L,W) into two sub-plates (L,W1) and (L,W1), resulting in thehorizontal 2-group model. Alternatively, this case can be solved by the vertical2-group model simply redefining a plate of size (W,L) and piece types of sizes (wi, li),i¼ 1, . . . ,m.
In table 1 models 1-group (7)–(15) and 2-group (16)–(25) are compared in termsof the number of variables and constraints.
2.3 3-group models
Let us consider initially the 3i-group case in figure 2(b) where two vertical cuts, sayon L1 and L1þL2, 05L1�L2�L, divide the plate (L,W) into three sub-plates(L1,W), (L2,W) and (L�L1�L2,W). Similarly to the model 2-group, the modelbelow considers L1 and L2 as variables and imposes that the cutting patterns in these
Table 1. Comparison of the number of variables and constraints of models 1-groupand 2-group.
Model Number of variables Number of constraints
1-group MJKþ (Kþ 1)PJ
j¼1
1þ log L=lj� �� �
þ K 2þ JKþ 3KPJ
j¼1
1þ log L=lj� �� �
þm
2-group 2mJKþ 2(Kþ 1)PJ
j¼1
1þ log L=lj� �� �
þ 2Kþ 1 5þ 2JKþ 6KPJ
j¼1
1þ log L=lj� �� �
þm
6196 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

sub-plates are limited to the 1-group. It can be viewed as a combination of three
1-group models (7)–(15), one for each sub-plate h (h¼ 1 for sub-plate (L1,W), h¼ 2
for sub-plate (L2,W) and h¼ 3 for sub-plate (L3¼L�L1�L2,W)), in order to
generate a 3i-group pattern. Let:
Variables:
�kh number of times width wk is cut along W in sub-plate haijkh number of rectangles lj�wk containing a piece of type i in sub-plate h
(i.e. number of type i pieces contained in all rectangles lj�wk of
sub-plate h)Lh length of sub-plate h.
Model 3i-group (vertical):
maxX3
h¼1
Xm
i¼1
XJ
j¼1
XK
k¼1
vijkaijkh ð26Þ
XJ
j¼1
ljXsj
s¼1
2s�1�jsh � Lh, for all h ð27Þ
XK
k¼1
wk�kh � W, for all h ð28Þ
Xm
i¼1
aijkh �Xsj
s¼1
2s�1fjksh, for all j, k, h ð29Þ
fjksh � �kh, for all j, k, s, h ð30Þ
fjksh � �kh �Mð1� �jshÞ, for all j, k, s, h ð31Þ
fjksh � M�jsh, for all j, k, s, h ð32Þ
X3
h¼1
XJ
j¼1
XK
k¼1
aijkh � bi, for all i ð33Þ
0 � L1 � L2 ð34Þ
L2 � L� L1 � L2 ð35Þ
with �jsh 2 f0, 1g, �kh, aijkh � 0, integer, fjksh � 0, i ¼ 1, . . . ,m; j ¼ 1, . . . , J;
k ¼ 1, . . . , K, s ¼ 1, . . . , sj, h ¼ 1, 2, 3: ð36Þ
Note in constraint (27) that Lh must be replaced by L�L1�L2 when h¼ 3.
Constraints (34)–(35) impose that L1 is less than or equal to L2, and that L2 is less
than or equal to L�L1�L2, by symmetry. Similarly to the model 2-group, the term
L1/Lþ (L1þL2)/L can be subtracted from the objective function (26) to avoid ties
between 1-group, 2-group and 3i-group alternative optimal patterns. Note that this
term is in the interval [0, 1] since 2L1þL2�L because of (34)–(35), and therefore, in
case of a tie, it forces the model to choose 1-group and 2-group patterns (with L1¼ 0
and/or L2¼ 0) rather than a 3i-group pattern (with L140 and L240). As in the
Two-dimensional guillotine cutting problems 6197
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

models 1-group and 2-group, the exact case can also be treated by the model
3i-group simply redefining vijk by:
vijk ¼vi, if li ¼ lj and wi ¼ wk for any i ¼ 1, . . . ,m
0, otherwise:
(or redefining vijk and aijk by vjk and ajk, respectively, to reduce the number of
variables, as discussed in section 2.1).Similarly to the model 2-group, the vertical 3i-group models (26)–(36) can be
easily rewritten to deal with the case where two horizontal cuts (instead of two
vertical cuts) divide the plate into three sub-plates, resulting in the horizontal 3i-
group model. This case can also be dealt with using the vertical 3i-group model and
simply considering a plate of size (W,L) and piece types of sizes (wi, li), i¼ 1, . . . ,m.Now let us consider the 3t-group case in figure 2(c) where a vertical cut, for
example on L1, 05L1�L, divides the plate (L,W) into two sub-plates (L1,W) and
(L�L1,W), and then a horizontal cut, for example on W2, 05W2�W, divides the
plate (L�L1,W) into two sub-plates (L�L1,W2), (L�L1,W�W2). Similarly to the
model 3i-group, the model below considers L1 and W2 as variables and imposes that
the cutting patterns in these sub-plates are limited to the 1-group. It can be viewed as
a combination of three 1-group models (7)–(15), one for each sub-plate h (h¼ 1 for
sub-plate (L1,W1¼W), h¼ 2 for sub-plate (L2¼L�L1,W2) and h¼ 3 for sub-plate
(L3¼L�L1,W3¼W�W2)), in order to generate a 3t-group pattern. Let:
Variables:
�kh number of times width wk is cut along W in sub-plate haijkh number of rectangles lj�wk containing a piece of type i in sub-plate h
(i.e. number of type i pieces contained in all rectangles lj�wk of
sub-plate h)Lh, Wh length and width of sub-plate h.
Model 3t-group (vertical):
maxX3
h¼1
Xm
i¼1
XJ
j¼1
XK
k¼1
vijkaijkh ð37Þ
XJ
j¼1
ljXsj
s¼1
2s�1�jsh � Lh, for all h ð38Þ
XK
k¼1
wk�kh � Wh, for all h ð39Þ
Xm
i¼1
aijkh �Xsj
s¼1
2s�1fjksh, for all j, k, h ð40Þ
fjksh � �kh, for all j, k, s, h ð41Þ
fjksh � �kh �Mð1� �jshÞ, for all j, k, s, h ð42Þ
fjksh � M�jsh, for all j, k, s, h ð43Þ
6198 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

X3
h¼1
XJ
j¼1
XK
k¼1
aijkh � bi, for all i ð44Þ
0 � W2 �W
2ð45Þ
with �jsh 2 f0, 1g, �kh, aijkh � 0, integer, fjksh � 0, i ¼ 1, . . . ,m; j ¼ 1, . . . , J;
k ¼ 1, . . . , K, s ¼ 1, . . . , sj, h ¼ 1, 2, 3: ð46Þ
Similarly to the models 2-group and 3i-group, the term (L1þW2)/(LþW) can besubtracted from the objective function (37) to avoid ties between 1-group, 2-group
and 3t-group alternative optimal patterns; note that this term is in the interval [0, 1]and therefore, in case of a tie, it forces the model to choose 1-group and 2-grouppatterns (with L1¼ 0 and/or W2¼ 0) rather than a 3t-group pattern (with L140 andW240). Note in constraints (38) and (39) that Lh and Wh must be replaced by the
appropriate expressions when h¼ 2 or 3. Constraint (45) imposes that W2 is less thanor equal to W/2, by symmetry. As in the model 3i-group, the exact case can also bedealt with by the model 3t-group simply redefining vijk by:
vijk ¼vi, if li ¼ lj and wi ¼ wk for any i ¼ 1, . . . , m
0, otherwise:
(or redefining vijk and aijk by vjk and ajk, respectively, to reduce the number of
variables, as discussed in section 2.1). The horizontal 3t-group case can be dealt withanalogously as the horizontal 3i-group case.
3. Computational experiments
In this section, we present the computational results obtained by applying models2-group (models 16–25), 3i-group (models 26–36) and 3t-group (models 37–46) for
sets of examples solved by the 1-group models (7)–(15) in Yanasse and Morabito(in press). As aforementioned, since the exact cases are of major interest in practice,the computational results of this section refer only to exact 1-group, 2-group and
3-group models. These models were codified in the modelling language GAMS(Brooke et al. 1992) and solved by the integer linear programming solver CPLEX(version 7) in a microcomputer Pentium IV with 2.8GHZ, 512MBRAM. As in
Yanasse and Morabito (in press), we use the standard default settings of CPLEX,that is, we did not explore problem-oriented branching rules, initial heuristicsolutions, problem-specific valid inequalities, etc.
In the first set of examples the values of the pieces are equal to their respective
areas (i.e. vi¼ liwi); thus, a simple upper bound equal to the plate area LW might beimposed on their models. However, as pointed out in Yanasse and Morabito(in press) and also observed in our computational results, the execution times are, in
general, shorter when we do not impose this upper bound. Thus the values presentedin the tables below correspond to the results obtained without the upper bound. Thesolution values of the tables are in percentages of the plate area utilization. In some
Two-dimensional guillotine cutting problems 6199
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014
cases we also included the value of the objective function of the models (recall fromsection 2 that may be different because of the term to break ties).
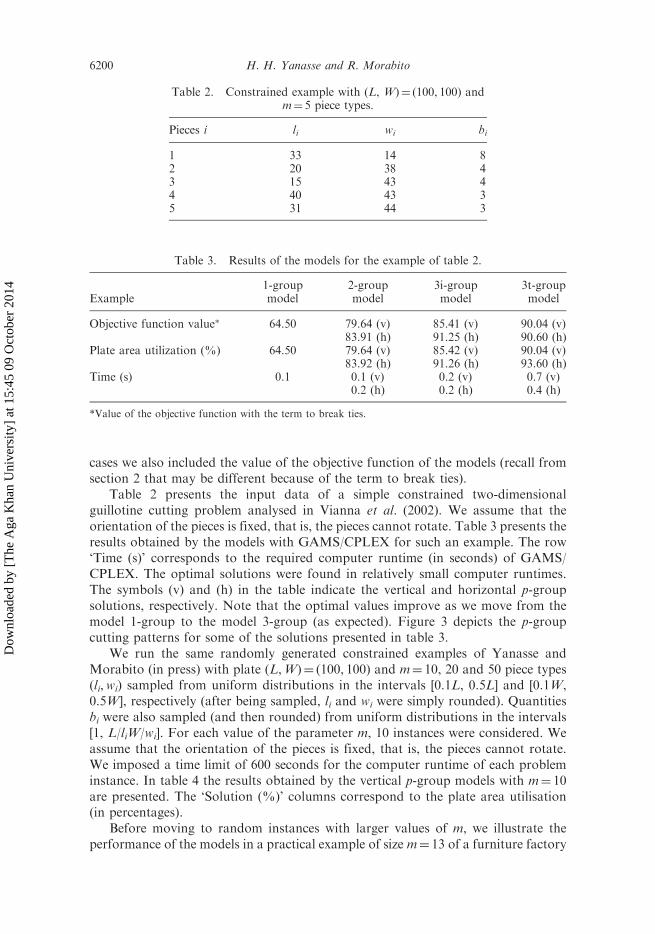
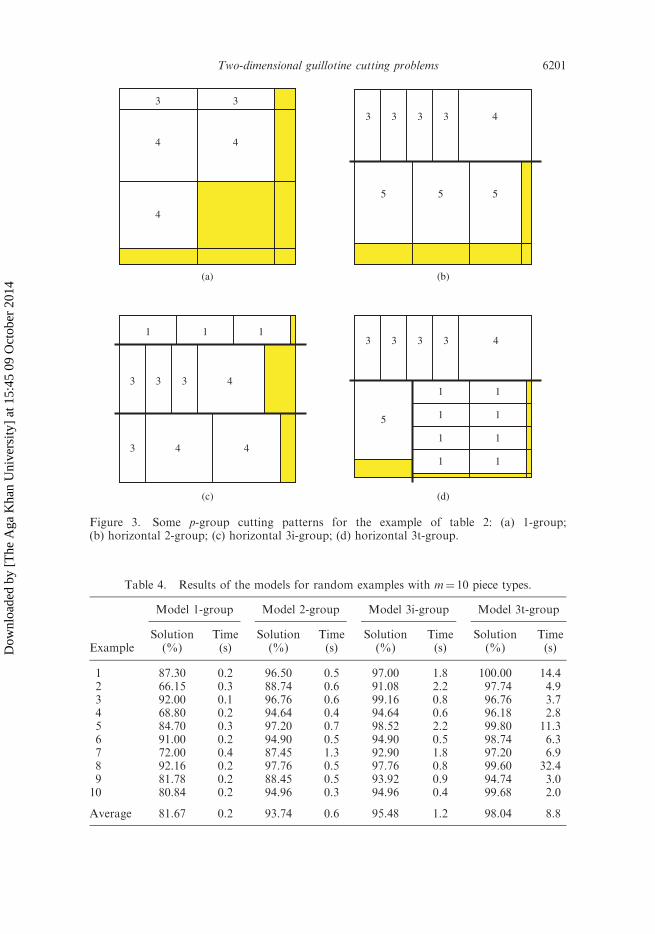
Table 2 presents the input data of a simple constrained two-dimensionalguillotine cutting problem analysed in Vianna et al. (2002). We assume that theorientation of the pieces is fixed, that is, the pieces cannot rotate. Table 3 presents theresults obtained by the models with GAMS/CPLEX for such an example. The row‘Time (s)’ corresponds to the required computer runtime (in seconds) of GAMS/CPLEX. The optimal solutions were found in relatively small computer runtimes.The symbols (v) and (h) in the table indicate the vertical and horizontal p-groupsolutions, respectively. Note that the optimal values improve as we move from themodel 1-group to the model 3-group (as expected). Figure 3 depicts the p-groupcutting patterns for some of the solutions presented in table 3.
We run the same randomly generated constrained examples of Yanasse andMorabito (in press) with plate (L,W)¼ (100, 100) and m¼ 10, 20 and 50 piece types(li,wi) sampled from uniform distributions in the intervals [0.1L, 0.5L] and [0.1W,0.5W], respectively (after being sampled, li and wi were simply rounded). Quantitiesbi were also sampled (and then rounded) from uniform distributions in the intervals[1, L/liW/wi]. For each value of the parameter m, 10 instances were considered. Weassume that the orientation of the pieces is fixed, that is, the pieces cannot rotate.We imposed a time limit of 600 seconds for the computer runtime of each probleminstance. In table 4 the results obtained by the vertical p-group models with m¼ 10are presented. The ‘Solution (%)’ columns correspond to the plate area utilisation(in percentages).
Before moving to random instances with larger values of m, we illustrate theperformance of the models in a practical example of size m¼ 13 of a furniture factory
Table 2. Constrained example with (L, W)¼ (100, 100) andm¼ 5 piece types.
Pieces i li wi bi
1 33 14 82 20 38 43 15 43 44 40 43 35 31 44 3
Table 3. Results of the models for the example of table 2.
Example1-groupmodel
2-groupmodel
3i-groupmodel
3t-groupmodel
Objective function value� 64.50 79.64 (v) 85.41 (v) 90.04 (v)83.91 (h) 91.25 (h) 90.60 (h)
Plate area utilization (%) 64.50 79.64 (v) 85.42 (v) 90.04 (v)83.92 (h) 91.26 (h) 93.60 (h)
Time (s) 0.1 0.1 (v) 0.2 (v) 0.7 (v)0.2 (h) 0.2 (h) 0.4 (h)
*Value of the objective function with the term to break ties.
6200 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014
(a) (b)
(c) (d)
3
4
3
4
4
3 3 3 3 4
5 5 5
3 3 3
3
4
4 4
1113 3 3 3 4
5 1 1
1
1
1
1
1
1
Figure 3. Some p-group cutting patterns for the example of table 2: (a) 1-group;(b) horizontal 2-group; (c) horizontal 3i-group; (d) horizontal 3t-group.
Table 4. Results of the models for random examples with m¼ 10 piece types.
Model 1-group Model 2-group Model 3i-group Model 3t-group
ExampleSolution(%)
Time(s)
Solution(%)
Time(s)
Solution(%)
Time(s)
Solution(%)
Time(s)
1 87.30 0.2 96.50 0.5 97.00 1.8 100.00 14.42 66.15 0.3 88.74 0.6 91.08 2.2 97.74 4.93 92.00 0.1 96.76 0.6 99.16 0.8 96.76 3.74 68.80 0.2 94.64 0.4 94.64 0.6 96.18 2.85 84.70 0.3 97.20 0.7 98.52 2.2 99.80 11.36 91.00 0.2 94.90 0.5 94.90 0.5 98.74 6.37 72.00 0.4 87.45 1.3 92.90 1.8 97.20 6.98 92.16 0.2 97.76 0.5 97.76 0.8 99.60 32.49 81.78 0.2 88.45 0.5 93.92 0.9 94.74 3.010 80.84 0.2 94.96 0.3 94.96 0.4 99.68 2.0
Average 81.67 0.2 93.74 0.6 95.48 1.2 98.04 8.8
Two-dimensional guillotine cutting problems 6201
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014
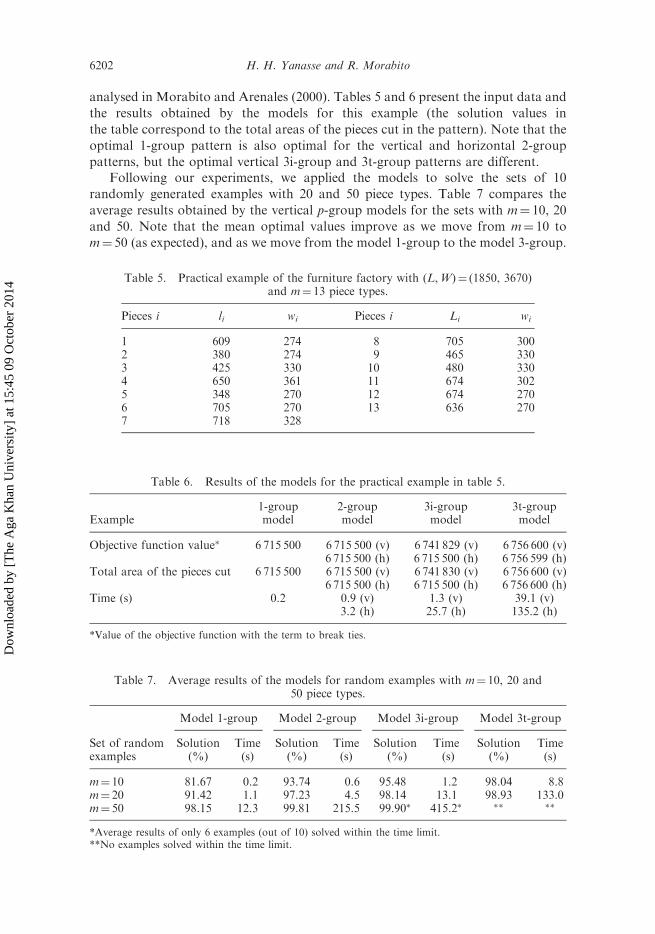
analysed in Morabito and Arenales (2000). Tables 5 and 6 present the input data and
the results obtained by the models for this example (the solution values in
the table correspond to the total areas of the pieces cut in the pattern). Note that the
optimal 1-group pattern is also optimal for the vertical and horizontal 2-group
patterns, but the optimal vertical 3i-group and 3t-group patterns are different.Following our experiments, we applied the models to solve the sets of 10
randomly generated examples with 20 and 50 piece types. Table 7 compares the
average results obtained by the vertical p-group models for the sets with m¼ 10, 20
and 50. Note that the mean optimal values improve as we move from m¼ 10 to
m¼ 50 (as expected), and as we move from the model 1-group to the model 3-group.
Table 5. Practical example of the furniture factory with (L,W)¼ (1850, 3670)and m¼ 13 piece types.
Pieces i li wi Pieces i Li wi
1 609 274 8 705 3002 380 274 9 465 3303 425 330 10 480 3304 650 361 11 674 3025 348 270 12 674 2706 705 270 13 636 2707 718 328
Table 6. Results of the models for the practical example in table 5.
Example1-groupmodel
2-groupmodel
3i-groupmodel
3t-groupmodel
Objective function value� 6 715 500 6 715 500 (v) 6 741 829 (v) 6 756 600 (v)6 715 500 (h) 6 715 500 (h) 6 756 599 (h)
Total area of the pieces cut 6 715 500 6 715 500 (v) 6 741 830 (v) 6 756 600 (v)6 715 500 (h) 6 715 500 (h) 6 756 600 (h)
Time (s) 0.2 0.9 (v) 1.3 (v) 39.1 (v)3.2 (h) 25.7 (h) 135.2 (h)
*Value of the objective function with the term to break ties.
Table 7. Average results of the models for random examples with m¼ 10, 20 and50 piece types.
Model 1-group Model 2-group Model 3i-group Model 3t-group
Set of randomexamples
Solution(%)
Time(s)
Solution(%)
Time(s)
Solution(%)
Time(s)
Solution(%)
Time(s)
m¼ 10 81.67 0.2 93.74 0.6 95.48 1.2 98.04 8.8m¼ 20 91.42 1.1 97.23 4.5 98.14 13.1 98.93 133.0m¼ 50 98.15 12.3 99.81 215.5 99.90� 415.2� �� ��
*Average results of only 6 examples (out of 10) solved within the time limit.**No examples solved within the time limit.
6202 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014
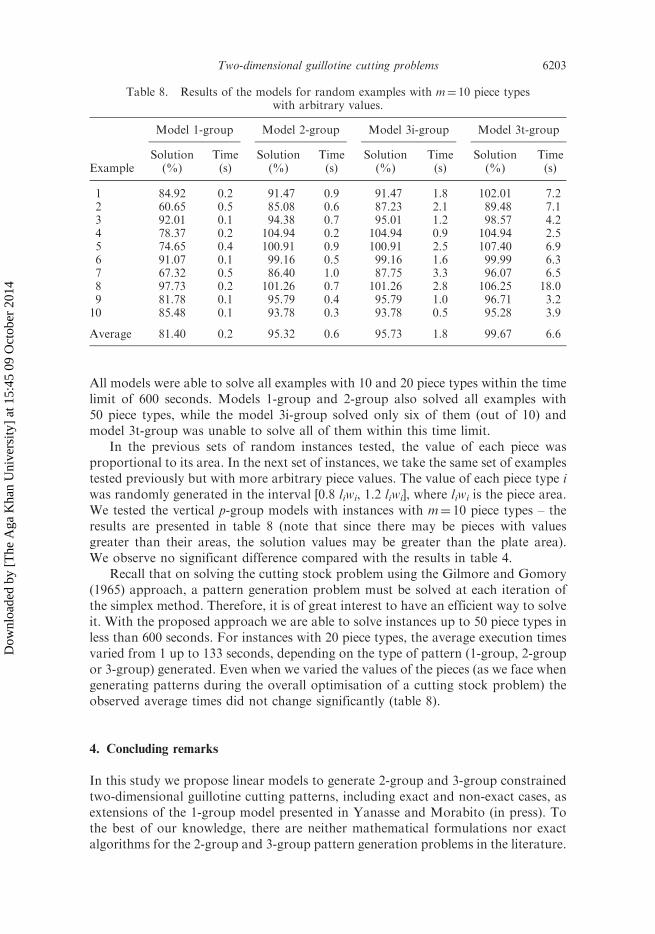
All models were able to solve all examples with 10 and 20 piece types within the timelimit of 600 seconds. Models 1-group and 2-group also solved all examples with50 piece types, while the model 3i-group solved only six of them (out of 10) andmodel 3t-group was unable to solve all of them within this time limit.
In the previous sets of random instances tested, the value of each piece wasproportional to its area. In the next set of instances, we take the same set of examplestested previously but with more arbitrary piece values. The value of each piece type iwas randomly generated in the interval [0.8 liwi, 1.2 liwi], where liwi is the piece area.We tested the vertical p-group models with instances with m¼ 10 piece types – theresults are presented in table 8 (note that since there may be pieces with valuesgreater than their areas, the solution values may be greater than the plate area).We observe no significant difference compared with the results in table 4.
Recall that on solving the cutting stock problem using the Gilmore and Gomory(1965) approach, a pattern generation problem must be solved at each iteration ofthe simplex method. Therefore, it is of great interest to have an efficient way to solveit. With the proposed approach we are able to solve instances up to 50 piece types inless than 600 seconds. For instances with 20 piece types, the average execution timesvaried from 1 up to 133 seconds, depending on the type of pattern (1-group, 2-groupor 3-group) generated. Even when we varied the values of the pieces (as we face whengenerating patterns during the overall optimisation of a cutting stock problem) theobserved average times did not change significantly (table 8).
4. Concluding remarks
In this study we propose linear models to generate 2-group and 3-group constrainedtwo-dimensional guillotine cutting patterns, including exact and non-exact cases, asextensions of the 1-group model presented in Yanasse and Morabito (in press). Tothe best of our knowledge, there are neither mathematical formulations nor exactalgorithms for the 2-group and 3-group pattern generation problems in the literature.
Table 8. Results of the models for random examples with m¼ 10 piece typeswith arbitrary values.
Model 1-group Model 2-group Model 3i-group Model 3t-group
ExampleSolution(%)
Time(s)
Solution(%)
Time(s)
Solution(%)
Time(s)
Solution(%)
Time(s)
1 84.92 0.2 91.47 0.9 91.47 1.8 102.01 7.22 60.65 0.5 85.08 0.6 87.23 2.1 89.48 7.13 92.01 0.1 94.38 0.7 95.01 1.2 98.57 4.24 78.37 0.2 104.94 0.2 104.94 0.9 104.94 2.55 74.65 0.4 100.91 0.9 100.91 2.5 107.40 6.96 91.07 0.1 99.16 0.5 99.16 1.6 99.99 6.37 67.32 0.5 86.40 1.0 87.75 3.3 96.07 6.58 97.73 0.2 101.26 0.7 101.26 2.8 106.25 18.09 81.78 0.1 95.79 0.4 95.79 1.0 96.71 3.210 85.48 0.1 93.78 0.3 93.78 0.5 95.28 3.9
Average 81.40 0.2 95.32 0.6 95.73 1.8 99.67 6.6
Two-dimensional guillotine cutting problems 6203
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

These models are useful for research and development of more efficient solutionmethods, exploring specific features and particular structures, model decomposition,model relaxations, etc. Such models are also helpful for the performance evaluationof heuristic methods, since they allow for (at least for problems of moderate size) theestimation of the optimality gap of heuristic solutions.
A comparison of the 1-group, 2-group and 3-group models performance wascarried out. We presented results of computational experiments using well-knowncommercial software such as the modelling language GAMS and the solver CPLEX(with standard default settings). These results showed that the models are effective tosolve problems of small and moderate sizes, and the computational efforts to solvethe models are very different. An interesting line of research is the study of effectiveupper and lower bounds, branching strategies and problem-specific valid inequalitiesin order to reduce the computer runtimes required to solve the models.
It is worth noting that the present approaches can be easily applied to deal withsimpler cases of p-group patterns where in each (or some) group(s) the patterns areconstrained to be homogeneous. Similarly, the approaches can be extended to copewith simpler n-stage patterns with particular configurations, for instance, theT-shaped 3-stage pattern recently studied in Cui (2005).
Acknowledgements
The authors thank the three anonymous referees for their useful comments andsuggestions. This research was partially supported by CNPq and FAPESP.
References
Arenales, M., Morabito, R., Yanasse, H. (Eds), Special issue: cutting and packing problems.Pesquisa Oper., 1999, 19, 107–299.
Beasley, J., Algorithms for unconstrained two-dimensional guillotine cutting. J. Oper. Res.Soc., 1985, 36, 297–306.
Bischoff, E. and Waescher, G. (Eds), Special issue: cutting and packing. Euro. J. Oper. Res.,1995, 84, 503–715.
Brooke, A., Kendrick, D., Meeraus, A. and Rosenthal, R.E., GAMS: a User’s Guide, Release2.25, 1992 (The Scientific Press: San Franciso).
Carnieri, C., Guillermo, A. and Gavinho, L., Solution procedures for cutting lumber intofurniture parts. Euro. J. Oper. Res., 1994, 73, 495–501.
Christofides, N. and Hadjiconstantinou, E., An exact algorithm for orthogonal 2-D cuttingproblems using guillotine cuts. Euro. J. Oper. Res., 1995, 83, 21–38.
Cui, Y., An exact algorithm for generating homogeneous T-shape cutting patterns. Comput.Oper. Res., 2005, 32, 143–152.
Dowsland, K. and Dowsland, W., Packing problems. Euro. J. Oper. Res., 1992, 56, 2–14.Dyckhoff, H. and Finke, U., Cutting and Packing in Production and Distribution: Typology and
Bibliography, 1992 (Heidelberg: Springler-Verlag Co).Dyckhoff, H., Scheithauer, G. and Terno, J., Cutting and packing. In Annotated
Bibliographies in Combinatorial Optimisation, edited by M. Amico, F. Maffioli andF. Martello, pp. 393–414, 1997 (John Wiley & Sons: New York, NY).
Dyckhoff, H. and Waescher, G. (Eds), Special issue: cutting and packing. Euro. J. Oper. Res.,1990, 44, 133–306.
ESICUP, Euro Special Interest Group on Cutting and Packing, 2006. Available at: http://www.apdio.pt/esicup/ (accessed June 2006).
6204 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

Foronda, S. and Carino, H., A heuristic approach to the lumber allocation and manufacturingin hardwood dimension and furniture manufacturing. Euro. J. Oper. Res., 1991, 54,151–162.
Gilmore, P. and Gomory, R., Multistage cutting stock problems of two and more dimensions.Oper. Res., 1965, 14, 94–120.
Gramani, M.C. and Franca, P.M., The combined cutting stock and lot-sizing problem inindustrial processes. Euro. J. Oper. Res., in press.
Harjunkoski, I., Porn, R., Westerlund, T. and Skifvars, H., Different strategies for solvingbilinear integer non-linear programming problems with convex transformations.Comput. Chem. Eng., 1997, 21, 487–492.
Hifi, M., The DH/KD algorithm: A hybrid approach for unconstrained two-dimensionalcutting problems. Euro. J. Oper. Res., 1997, 97, 41–52.
Hifi, M. (Ed.), Special issue on cutting and packing. Studia Informatica Universalis, 2002,2, 1–161.
Hifi, M. and Roucairol, C., Approximate and exact algorithms for constrained (un)weightedtwo-dimensional two-staged cutting stock problems. J. Combin. Optim., 2001, 5,465–494.
Hinxman, A., The trim-loss and assortment problems: a survey. Euro. J. Oper. Res., 1980, 5,8–18.
Johnston, R.E. and Sadinlija, E., A new model for complete solutions to one-dimensionalcutting stock problems. Euro. J. Oper. Res., 2004, 153, 176–183.
Lirov, Y. (Ed.), Special issue: cutting stock: geometric resource allocation, Math. Comput.Model., 1992, 16.
Lodi, A., Martello, S. and Monaci, M., Two-dimensional packing problems: a survey. Euro. J.Oper. Res., 2002, 141, 241–252.
Lodi, A. and Monaci, M., Integer programming models for 2-staged two-dimensionalknapsack problems. Math. Program., 2003, 94, 257–278.
Martello, S. (Ed.), Special issue: knapsack, packing and cutting, Part I: one-dimensionalknapsack problems. INFOR, 1994a, 32, 124–214.
Martello, S. (Ed.), Special issue: knapsack, packing and cutting, Part II: multidimensionalknapsack and cutting stock problems. INFOR, 1994b, 32, 219–309.
Morabito, R. and Arenales, M., Staged and constrained two-dimensional guillotine cuttingproblems: an and/or-graph approach. Euro. J. Oper. Res., 1996, 94, 548–560.
Morabito, R. and Arenales, M., Optimizing the cutting of stock plates in a furniture company.Int. J. Prod. Res., 2000, 38, 2725–2742.
Morabito, R. and Belluzzo, L., Optimising the cutting of wood fibre plates in the hardboardindustry. Euro. J. Oper. Res., 2007, 183, 1405–1420.
Morabito, R. and Garcia, V., The cutting stock problem in a hardboard industry: a case study.Comput. Oper. Res., 1998, 25, 469–485.
Mukhacheva, E.A. (Ed.), Decision Making Under Conditions of Uncertainty: Cutting –PackingProblems, 1997 (The International Scientific Collection: Ufa, Russia).
Riehme, J., Scheithauer, G. and Terno, J., The solution of two-stage guillotine cutting stockproblems having extremely varying order demands. Euro. J. Oper. Res., 1996, 91,543–552.
Scheithauer, G., On a two-dimensional guillotine cutting problem. Presented at IFORS 2002,Edinburgh, UK, 2002.
Sweeney, P. and Paternoster, E., Cutting and packing problems: a categorised, application-oriented research bibliography. J. Oper. Res. Soc., 1992, 43, 691–706.
Vianna, A.C., Arenales, M. and Gramani, M.C., Two-stage and constrainedtwo-dimensional guillotine cutting problems. Working Paper, Universidade de SaoPaulo, Brazil, 2002.
Yanasse, H.H. and Katsurayama, D.M., Checkerboard patterns: proposals for its generation.Inter. Trans. Oper. Res., 2005, 12, 21–45.
Yanasse, H.H. and Morabito, R., Linear models for one-group two-dimensional guillotinecutting problems. Int. J. Prod. Res., in press.
Yanasse, H.H., Zinober, A. and Harris, R., Two-dimensional cutting stock with multiplestock sizes. J. Oper. Res. Soc., 1991, 42, 673–683.
Two-dimensional guillotine cutting problems 6205
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014

Waescher, G. and Gau, T., Heuristics for the integer one-dimensional cutting stock problem:a computational study. OR Spectrum, 1996, 18, 131–144.
Waescher G., Haussner H. and Schumann H., An improved typology of cutting and packingproblems. Euro. J. Oper. Res., in press.
Wang, P. and Waescher, G. (Eds), Special issue on cutting and packing problems. Euro. J.Oper. Res., 2002, 141, 239–469.
6206 H. H. Yanasse and R. Morabito
Dow
nloa
ded
by [
The
Aga
Kha
n U
nive
rsity
] at
15:
45 0
9 O
ctob
er 2
014