5.2. modul de lucru jog 5.4. modul de lucru mdi 5.5. modul...
TRANSCRIPT
FORMAREA PROFESIONALA A OPERATORILOR SI PROGRAMATORILOR PE MASINI UNELTE CU COMANDA NUMERICA (CNC), ANGAJATI IN REGIUNEA NORD EST, IN VEDEREA DEZVOLTARII ADAPTABILITATII LA
SCHIMBARILE TEHNOLOGICE DIN SECTORUL INDUSTRIAL
1.1 Generalităţi .................................................................................................................................... 2
1.2. Analogia între maşina unealtă clasică – maşină unealtă cu comandă numerică ............. 3 Capitolul 2 Cunoaşterea sistemelor de coordinate ale maşinii unelte cu comandă numerică ....... 4
2.1. Sistemul de coordonate al maşinii MCS .................................................................................. 4
2.2. Sistemul de coordonate al piesei WCS ................................................................................... 4
2.3. Sistemul de coordonate global/local sau incremental ........................................................... 5 2.3.1. Definirea coordonatelor în sistemul de coordonate global G90 – coordonate absolute ....................... 6
2.3.2 Definirea coordonatelor în sistemul de coordonate relativ sau incremental G91 – coordonate relative
.......................................................................................................................................................................... 6
2.4. Definirea planului de lucru ......................................................................................................... 7 Capitolul 3 Cunoaşterea consolei echipamentului Fanuc ........................................................................ 8
Capitolul 4 Domeniul de operare MAŞINĂ (MACHINE) ............................................................................ 12
5.1. Modul de lucru REFERINŢĂ (HOME sau ZRN) ................................................................... 12
5.2. Modul de lucru JOG .................................................................................................................. 12
5.4. Modul de lucru MDI ................................................................................................................... 13
5.5. Modul de lucru AUTO ............................................................................................................... 13 Capitolul 5 Programarea regimurilor de aşchiere ..................................................................................... 14
6.1. Funcţia T – funcţia pentru programarea sculei aşchietoare ............................................... 14
Scula aşchietoare se programează cu următoarea sintaxă ....................................................... 14
6.2. Funcţia S – funcţia pentru programarea turaţiei sculei ........................................................ 14
6.3. Funcţia F ..................................................................................................................................... 15 Capitolul 6 Cunoaşterea comenzilor auxiliare de bază ............................................................................ 17
Capitolul 7 Cunoaşterea noţiunii de compensare a sculelor ................................................................. 18
7.1. Determinarea lungimilor de compensare ale sculelor ......................................................... 18
7.2. Noţiunea de compensare de rază a sculei ............................................................................ 19 Capitolul 8 Cunoaşterea noţiunii de corecţie a sculelor ......................................................................... 21
8.1. Corecţia de lungime a sculelor ................................................................................................ 21
8.2. Corecţia de rază a sculelor ...................................................................................................... 21 Capitolul 9 Programe ........................................................................................................................................ 22
9.1. Structura programelor principale ............................................................................................. 22
9.2. Subprograme ............................................................................................................................. 23 Capitolul 10 Cunoaşterea comenzilor de deplasare de bază ................................................................. 25
10.1. Comanda de interpolare liniară G00 .................................................................................... 25
10.2. Comanda de interpolare liniară G01 .................................................................................... 25
10.3. Comenzile de interpolare circular G02/G03 ........................................................................ 26
FORMAREA PROFESIONALA A OPERATORILOR SI PROGRAMATORILOR PE MASINI UNELTE CU COMANDA NUMERICA (CNC), ANGAJATI IN REGIUNEA NORD EST, IN VEDEREA DEZVOLTARII ADAPTABILITATII LA
SCHIMBARILE TEHNOLOGICE DIN SECTORUL INDUSTRIAL
Capitolul 1
Noţiuni introductive privind operarea maşinilor unelte cu comandă
numerică
1.1 Generalităţi
Operarea maşinilor cu comandă numerică este un proces complex ce
necesită o serie de abilităţi practice şi teoretice după cum urmează :
Experienţă tehnologică în procesul de prelucrare abordat;
Cunoştinţe medii de desen tehnic tehnologic;
Regimuri de aşchiere
Scule aşchietoare
Organizarea locului de muncă
Noţiuni minime de programare a maşinilor unelte cu comandă numerică
Noţiuni minime de operare PC (opţional)
FORMAREA PROFESIONALA A OPERATORILOR SI PROGRAMATORILOR PE MASINI UNELTE CU COMANDA NUMERICA (CNC), ANGAJATI IN REGIUNEA NORD EST, IN VEDEREA DEZVOLTARII ADAPTABILITATII LA
SCHIMBARILE TEHNOLOGICE DIN SECTORUL INDUSTRIAL
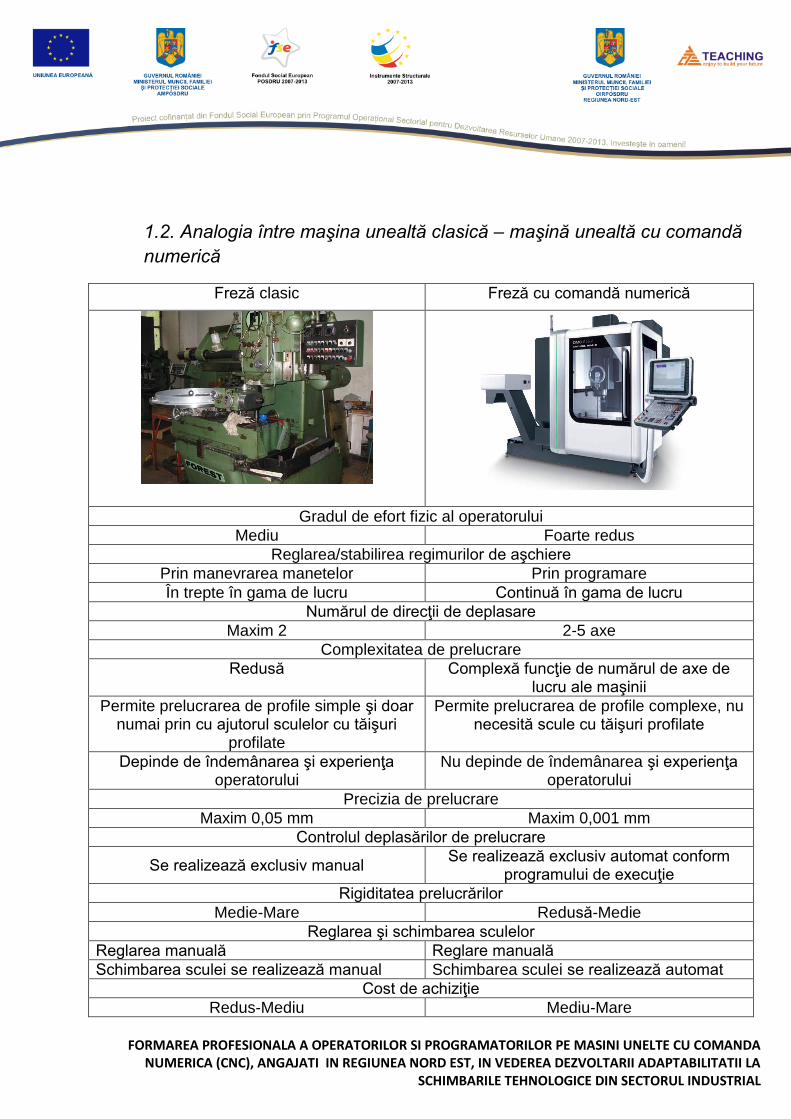
1.2. Analogia între maşina unealtă clasică – maşină unealtă cu comandă
numerică
Freză clasic Freză cu comandă numerică
Gradul de efort fizic al operatorului
Mediu Foarte redus
Reglarea/stabilirea regimurilor de aşchiere
Prin manevrarea manetelor Prin programare
În trepte în gama de lucru Continuă în gama de lucru
Numărul de direcţii de deplasare
Maxim 2 2-5 axe
Complexitatea de prelucrare
Redusă Complexă funcţie de numărul de axe de lucru ale maşinii
Permite prelucrarea de profile simple şi doar numai prin cu ajutorul sculelor cu tăişuri
profilate
Permite prelucrarea de profile complexe, nu necesită scule cu tăişuri profilate
Depinde de îndemânarea şi experienţa operatorului
Nu depinde de îndemânarea şi experienţa operatorului
Precizia de prelucrare
Maxim 0,05 mm Maxim 0,001 mm
Controlul deplasărilor de prelucrare
Se realizează exclusiv manual Se realizează exclusiv automat conform
programului de execuţie
Rigiditatea prelucrărilor
Medie-Mare Redusă-Medie
Reglarea şi schimbarea sculelor
Reglarea manuală Reglare manuală
Schimbarea sculei se realizează manual Schimbarea sculei se realizează automat
Cost de achiziţie
Redus-Mediu Mediu-Mare
FORMAREA PROFESIONALA A OPERATORILOR SI PROGRAMATORILOR PE MASINI UNELTE CU COMANDA NUMERICA (CNC), ANGAJATI IN REGIUNEA NORD EST, IN VEDEREA DEZVOLTARII ADAPTABILITATII LA
SCHIMBARILE TEHNOLOGICE DIN SECTORUL INDUSTRIAL
Capitolul 2
Cunoaşterea sistemelor de coordinate ale maşinii unelte cu comandă
numerică
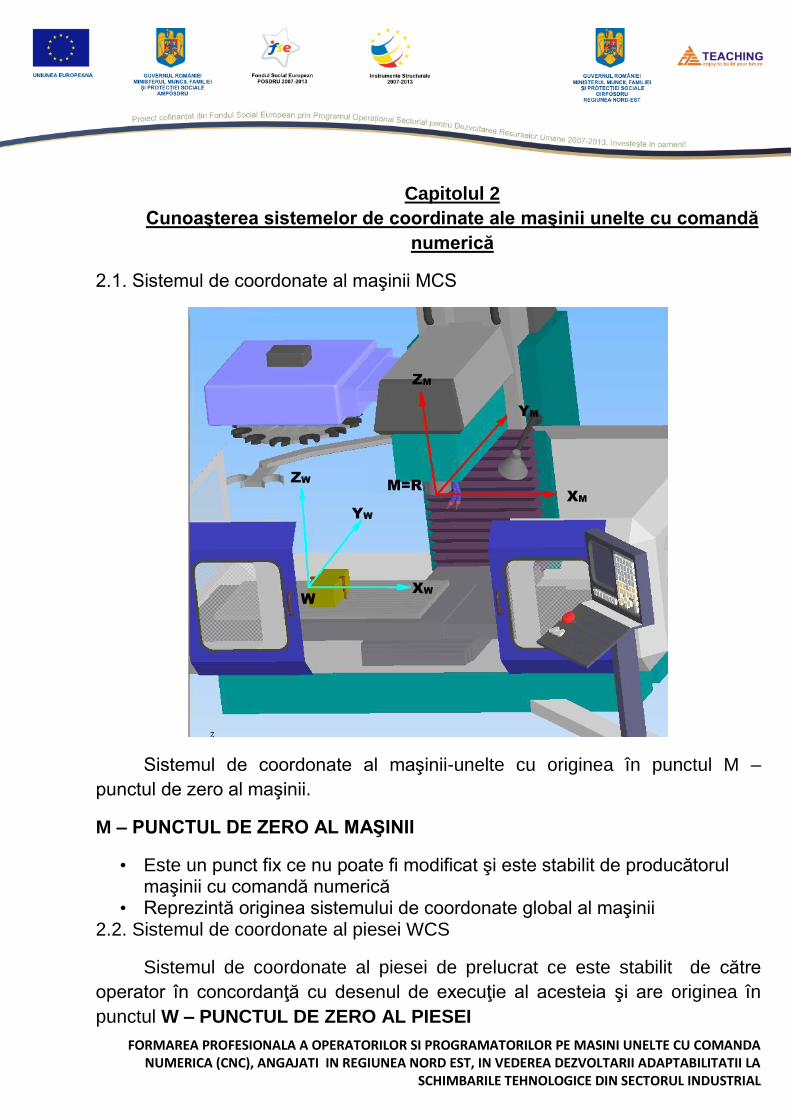
2.1. Sistemul de coordonate al maşinii MCS
Sistemul de coordonate al maşinii-unelte cu originea în punctul M –
punctul de zero al maşinii.
M – PUNCTUL DE ZERO AL MAŞINII
• Este un punct fix ce nu poate fi modificat şi este stabilit de producătorul maşinii cu comandă numerică
• Reprezintă originea sistemului de coordonate global al maşinii 2.2. Sistemul de coordonate al piesei WCS
Sistemul de coordonate al piesei de prelucrat ce este stabilit de către
operator în concordanţă cu desenul de execuţie al acesteia şi are originea în
punctul W – PUNCTUL DE ZERO AL PIESEI
M=R
W
XM
YM
ZM
XW
YW
ZW
FORMAREA PROFESIONALA A OPERATORILOR SI PROGRAMATORILOR PE MASINI UNELTE CU COMANDA NUMERICA (CNC), ANGAJATI IN REGIUNEA NORD EST, IN VEDEREA DEZVOLTARII ADAPTABILITATII LA
SCHIMBARILE TEHNOLOGICE DIN SECTORUL INDUSTRIAL
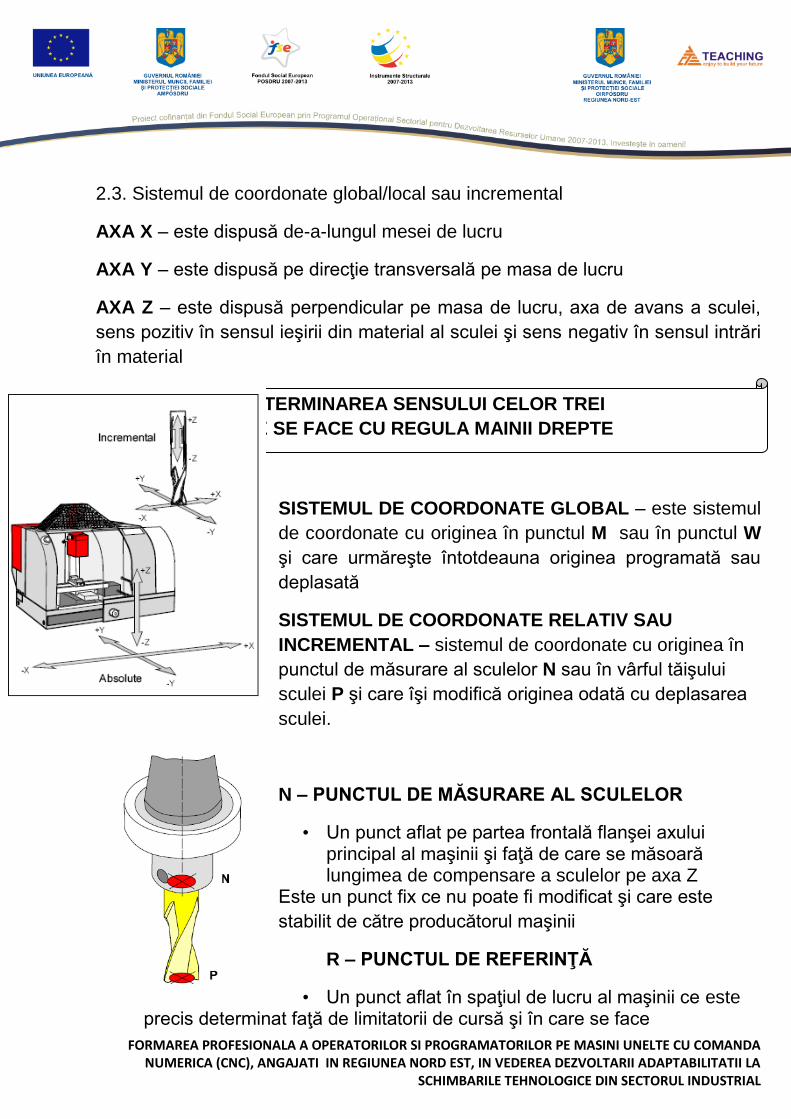
2.3. Sistemul de coordonate global/local sau incremental
AXA X – este dispusă de-a-lungul mesei de lucru
AXA Y – este dispusă pe direcţie transversală pe masa de lucru
AXA Z – este dispusă perpendicular pe masa de lucru, axa de avans a sculei,
sens pozitiv în sensul ieşirii din material al sculei şi sens negativ în sensul intrări
în material
SISTEMUL DE COORDONATE GLOBAL – este sistemul
de coordonate cu originea în punctul M sau în punctul W
şi care urmăreşte întotdeauna originea programată sau
deplasată
SISTEMUL DE COORDONATE RELATIV SAU
INCREMENTAL – sistemul de coordonate cu originea în
punctul de măsurare al sculelor N sau în vârful tăişului
sculei P şi care îşi modifică originea odată cu deplasarea
sculei.
N – PUNCTUL DE MĂSURARE AL SCULELOR
• Un punct aflat pe partea frontală flanşei axului principal al maşinii şi faţă de care se măsoară lungimea de compensare a sculelor pe axa Z
Este un punct fix ce nu poate fi modificat şi care este
stabilit de către producătorul maşinii
R – PUNCTUL DE REFERINŢĂ
• Un punct aflat în spaţiul de lucru al maşinii ce este precis determinat faţă de limitatorii de cursă şi în care se face
DETERMINAREA SENSULUI CELOR TREI
AXE SE FACE CU REGULA MAINII DREPTE