3680 special issue volume 2 issue 5 july1983 - amaus.net times/02x05... · 3680 special issue aftoe...
TRANSCRIPT

3680 Special Issue
Af toe customer's location, the 3680 subsystem has achieved the majorbeta test milestone. Thesubsystem has been turned over forsome time now foruse by the customer.The customer is using it 16hours per day forproduction applications, and is verypleasedwith the performance, and reliability of the equipment.
On Schedule, On TargetThe new Memorex 3680 is now in
Beta Site testing, where all reportsindicate it is doing superbly. In fact,installation was achieved in less
time than projected at the customersite, a major financial institution in thesouthwest.
This summer, when volume shipments of the 3680 begin, it will bethe first thin-film 3380 PCM disc drive
in volume shipments. Delivery of thetechnologically advanced, reliable,production-ready system is scheduled to begin in the third quarter ofthis year.
To provide a complete update on thestatus of the 3680, we interviewed thekey members of the team responsiblefor manufacturing, quality assurance,engineering, program management,recording head technology, andmarketing. They are unanimous intheir enthusiasm for the performanceand marketability of the 3680. Thisspecial issue of MEMOREX TIMESprovides an in-depth report based onthese interviews.
Volume 2 Issue 5 July 1983
"... Although gaining an early leadgives a significant advantage in thecompetitive plug-compatible market, being first is not as important asbeing best. And we intend to be thebest..."Geoff Seabrook, Manager, Storage Equipment Marketing.
1
New Manufacturing Facilities Speed3680 Production
A major capital investment to newmanufacturing facilities, coupledwith extensive training programsforemployees directly involvedin manufacturing, highlight theMemorex commitment to itsrevolutionary 3680 line of thin-film head storage products.
Already this renewed sense ofcommitment has resulted in on-timedeliveries of the first 3680 system toa Beta Test site, in March, and of thefirst production models to productverification testing, in June.
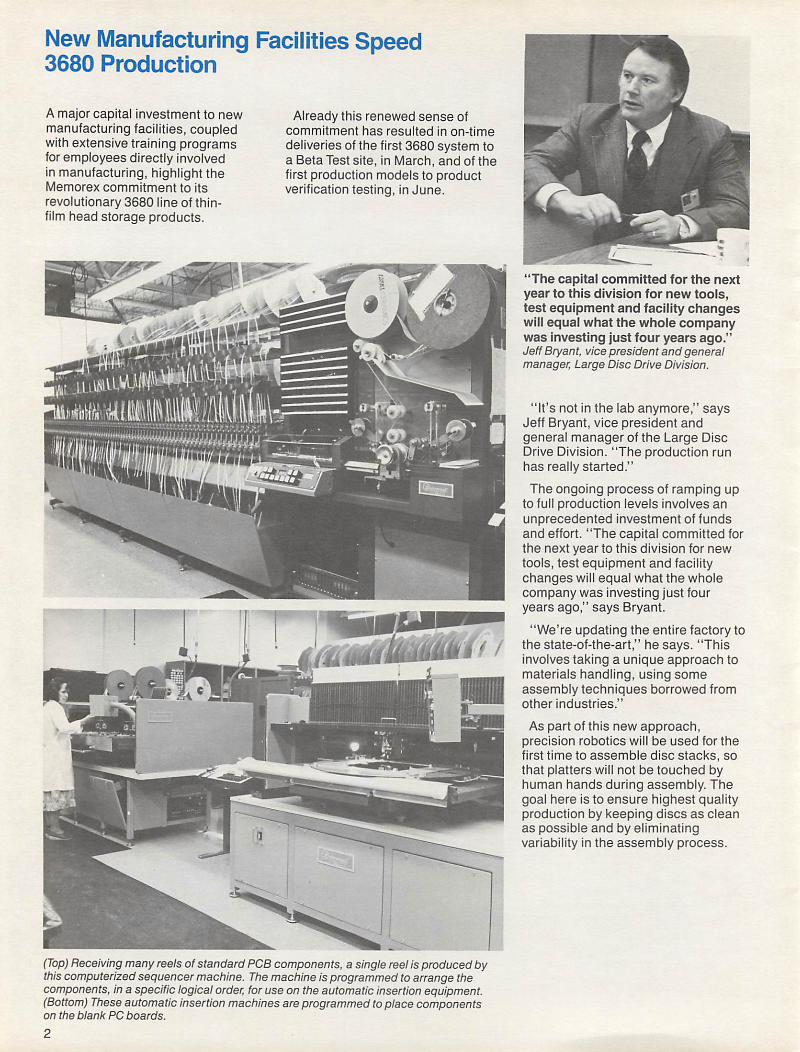
(Top) Receiving manyreels of standardPCBcomponents, a single reelis producedbythis computerized sequencer machine. The machineis programmed toarrange thecomponents, ina specific logical order, foruse on the automatic insertionequipment.(Bottom) These automatic insertion machines are programmedto place componentson the blank PC boards.
"The capital committed for the nextyear to this division for new tools,test equipment and facility changeswill equal what the whole companywas investing just four years ago."Jeff Bryant, vice president and generalmanager, Large Disc Drive Division.
"It's not in the lab anymore," saysJeff Bryant, vice president andgeneral manager of the Large DiscDrive Division. "The production runhas really started."
The ongoing process of ramping upto full production levels involves anunprecedented investment of fundsand effort. "The capital committed forthe next year to this division for newtools, test equipment and facilitychanges will equal what the wholecompany was investing just fouryears ago," says Bryant.
"We're updating the entire factory tothe state-of-the-art," he says. "Thisinvolves taking a unique approach tomaterials handling, using someassembly techniques borrowed fromother industries."
As part of this new approach,precision robotics will be used for thefirst time to assemble disc stacks, sothat platters will not be touched byhuman hands during assembly. Thegoal here is to ensure highest qualityproduction by keeping discs as cleanas possible and by eliminatingvariability in the assembly process.
36,000 Feet of Clean Space Added
Probably the largest and mostobvious facilities change, however,involves the introduction of roughly36,000 square feet of additional,cleanroom space. This new area ofcontrolled environment—with precisetemperature and humidity regulationand air filtration—will equal nearlyone-sixth of the entire factoryfloorspace. The contaminants inthese cleanrooms are controlled
more stringently than the standardhospital operating room.
Equally important will be thechanges brought about by installationof new test equipment in the manufacturing area and establishment ofnew testing protocols. This equipment ranges from individual testersfor power supplies and cables to anautomated manufacturing datacollection system that makes
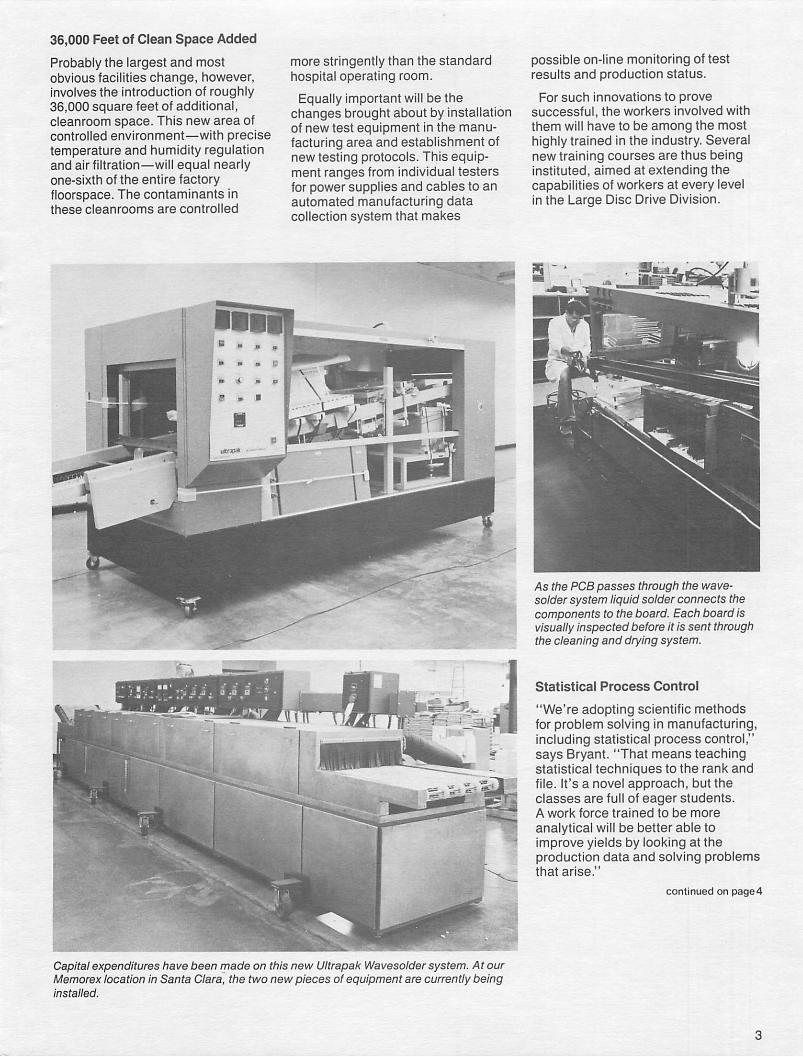
Capital expenditures have been made on this new Ultrapak Wavesolder system. At ourMemorex location in Santa Clara, the two new pieces of equipment are currently beinginstalled.
possible on-line monitoring of testresults and production status.
For such innovations to provesuccessful, the workers involved withthem will have to be among the mosthighly trained in the industry. Severalnew training courses are thus beinginstituted, aimed at extending thecapabilities of workers at every levelin the Large Disc Drive Division.
As the PCB passes through the wave-solder system liquidsolder connects thecomponents to the board. Each board isvisuallyinspected before it is sent throughthe cleaning and drying system.
Statistical Process Control
"We're adopting scientific methodsfor problem solving in manufacturing,including statistical process control,"says Bryant. "That means teachingstatistical techniques to the rank andfile. It's a novel approach, but theclasses are full of eager students.A work force trained to be more
analytical will be better able toimprove yields by looking at theproduction data and solving problemsthat arise."
continued on page4
1><E?STB»ST0••ev.-E) :5-:••::_•-. ;-,.
StatdhtPvuc*
MtaQWi
Esttbfesh ffv PnontKs
.SwctiloiSoMta*^
- •;• ^f A
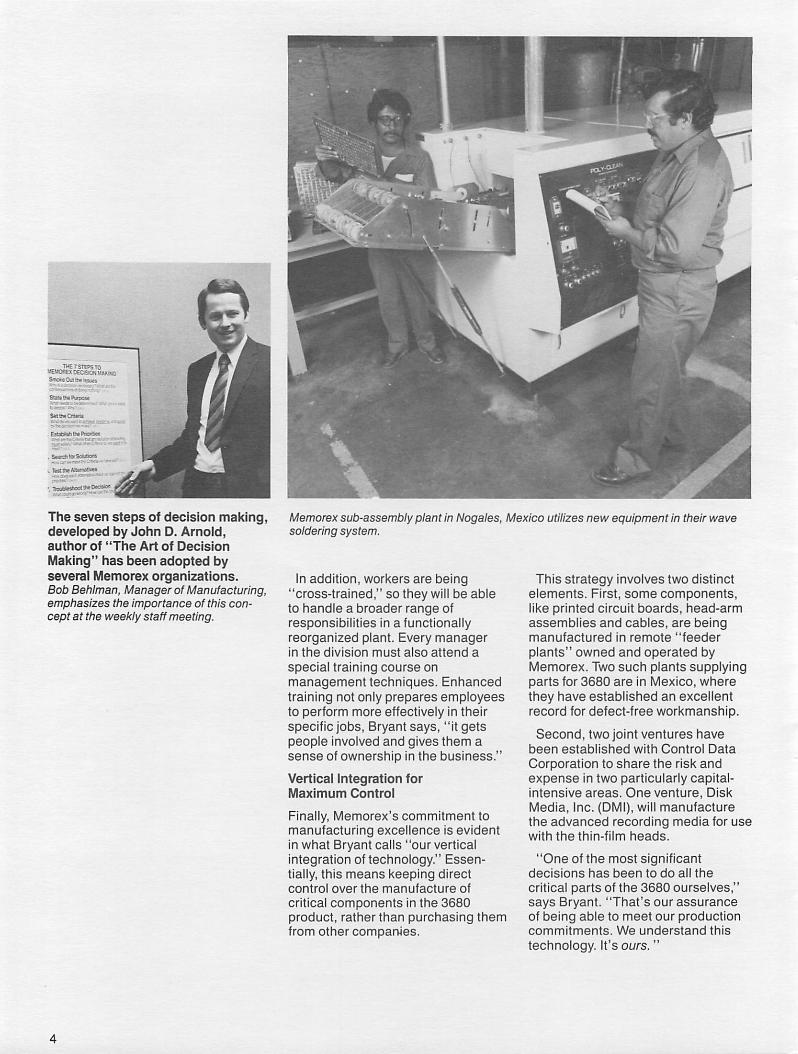
The seven steps of decision making,developed by John D. Arnold,author of "The Art of Decision
Making" has been adopted byseveral Memorex organizations.Bob Behlman, Manager of Manufacturing,emphasizes the importance of this concept at the weekly staff meeting.
Memorex sub-assembly plant in Nogales, Mexico utilizes new equipment in their wavesoldering system.
In addition, workers are being"cross-trained," so they will be ableto handle a broader range ofresponsibilities in a functionallyreorganized plant. Every managerin the division must also attend a
special training course onmanagement techniques. Enhancedtraining not only prepares employeesto perform more effectively in theirspecific jobs, Bryant says, "it getspeople involved and gives them asense of ownership in the business."
Vertical Integration forMaximum Control
Finally, Memorex's commitment tomanufacturing excellence is evidentin what Bryant calls "our verticalintegration of technology." Essentially, this means keeping directcontrol over the manufacture of
critical components in the 3680product, rather than purchasing themfrom other comparvies.
This strategy involves two distinctelements. First, some components,like printed circuit boards, head-armassemblies and cables, are beingmanufactured in remote "feeder
plants" owned and operated byMemorex. Two such plants supplyingparts for 3680 are in Mexico, wherethey have established an excellentrecord for defect-free workmanship.
Second, two joint ventures havebeen established with Control Data
Corporation to share the risk andexpense in two particularly capital-intensive areas. One venture, DiskMedia, Inc. (DMI), will manufacturethe advanced recording media for usewith the thin-film heads.
"One of the most significantdecisions has been to do all the
critical parts of the 3680 ourselves,"says Bryant. "That's our assuranceof being able to meet our productioncommitments. We understand this
technology. It's ours."
Stringent, Innovative Four-step TestingStrategy Assures Quality in 3680
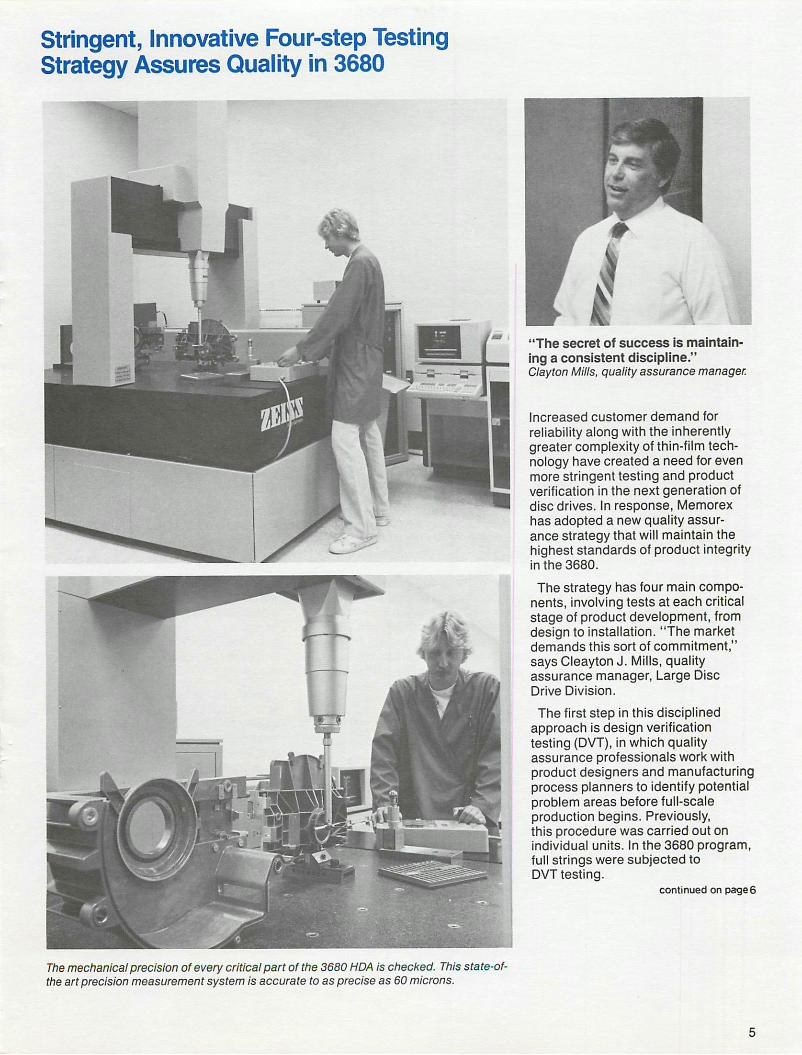
Themechanical precision of every critical part of the 3680 HDA is checked. Thisstate-of-the artprecision measurement system is accurate to as precise as 60 microns.
"The secret of success is maintaining a consistent discipline."Clayton Mills, quality assurance manager.
Increased customer demand forreliability along with the inherentlygreater complexity of thin-film technology have created a need for evenmore stringent testing and productverification in the next generation ofdisc drives. In response, Memorexhas adopted a new quality assurance strategy that will maintain thehighest standards of product integrityin the 3680.
The strategy has four main components, involving tests at each criticalstage of product development, fromdesign to installation. "The marketdemands this sort of commitment,"says Cleayton J. Mills, qualityassurance manager, Large DiscDrive Division.
The first step in this disciplinedapproach is design verificationtesting (DVT), in which qualityassurance professionals work withproduct designers and manufacturingprocess planners to identify potentialproblem areas before full-scaleproduction begins. Previously,this procedure was carried out onindividual units. In the 3680 program,full strings were subjected toDVT testing.
continued on page 6
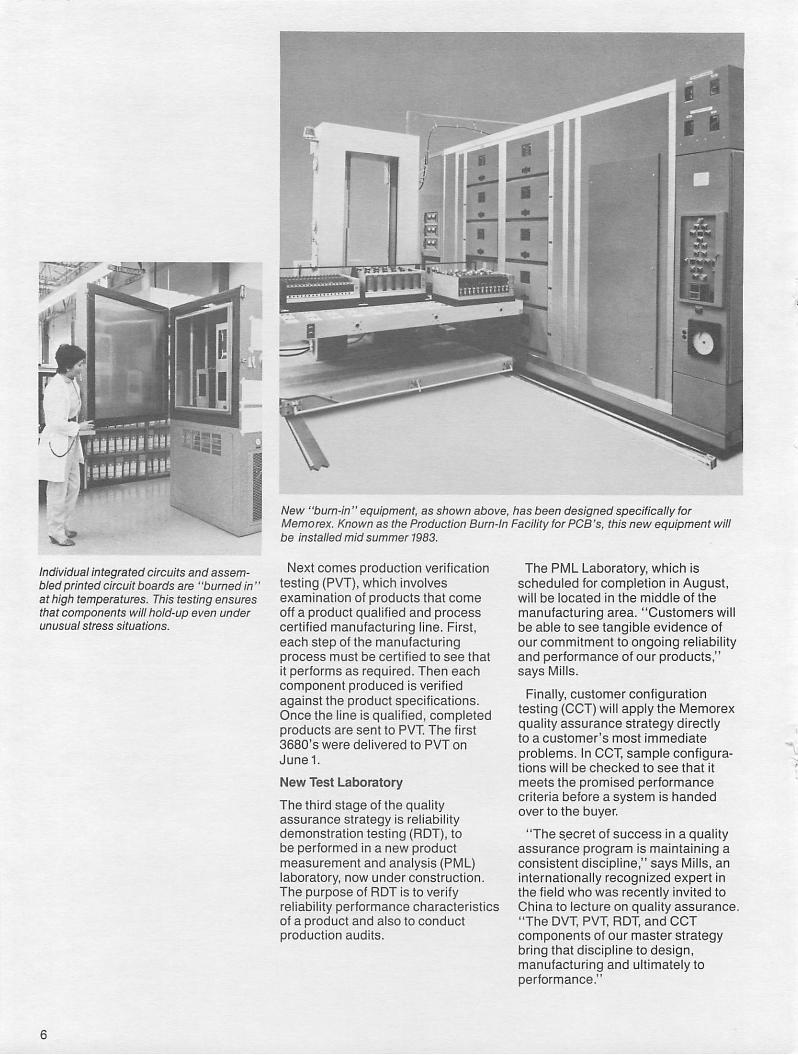
Individualintegrated circuits and assembled printed circuit boards are ''burned in''at high temperatures. This testing ensuresthat components will hold-up even underunusual stress situations.
New "burn-in"equipment, as shown above, has been designed specifically forMemorex. Known as the Production Burn-InFacility for PCB's, this new equipment willbe installed mid summer 1983.
Next comes production verificationtesting (PVT), which involvesexamination of products that comeoff a product qualified and processcertified manufacturing line. First,each step of the manufacturingprocess must be certified to see thatit performs as required. Then eachcomponent produced is verifiedagainst the product specifications.Once the line is qualified, completedproducts are sent to PVT. The first3680's were delivered to PVT on
June!
New Test Laboratory
The third stage of the qualityassurance strategy is reliabilitydemonstration testing (RDT), tobe performed in a new productmeasurement and analysis (PML)laboratory, now under construction.The purpose of RDT is to verifyreliability performance characteristicsof a product and also to conductproduction audits.
The PML Laboratory, which isscheduled for completion in August,will be located in the middle of the
manufacturing area. "Customers willbe able to see tangible evidence ofour commitment to ongoing reliabilityand performance of our products,"says Mills.
Finally, customer configurationtesting (CCT) will apply the Memorexquality assurance strategy directlyto a customer's most immediate
problems. In CCT, sample configurations will be checked to see that it
meets the promised performancecriteria before a system is handedover to the buyer.
"The secret of success in a qualityassurance program is maintaining aconsistent discipline," says Mills, aninternationally recognized expert inthe field who was recently invited toChina to lecture on quality assurance."The DVT, PVT, RDT, and CCTcomponents of our master strategybring that discipline to design,manufacturing and ultimately toperformance."
Burn-In Tests: a Memorex First
Several specific, innovative featuresare also an integral part of the qualityassurance strategy. One of these is"burn-in" testing, which subjectsindividual integrated circuits, thenassembled printed circuit boards,and finally completed products tosustained periods of stress atelevated temperatures. The objectiveof such testing is to identify weakcomponents quickly. Experience hasshown that if these weak componentscan be weeded out early, the failurerate of the product shipped to thecustomer will be very low.
True Failure Analysis
Another important feature is "truefailure analysis"—as opposed tothe more conventional "symptonanalysis." In other words, once aweak component is found, it is notjust replaced. Rather, an analysis ismade to find out specifically why itfailed. "The way to prevent problemsis to cut them off at their roots," saysMills. "True failure analysis meansaddressing a failure not where it'sfound but where it's caused." It
results in savings on equipment andimproved control of vendor quality.
Finally, a sophisticated management tool called "statistical processcontrol" has been adopted as afeature of the Q/A program. Basically,this involves analyzing the manufacturing process to find its idiosyn-cracies, which can cause productionto fluctuate. Such variations occur in
any complex process, but statisticalanalysis can help stabilizeproduction.
Memorex's aggressive newapproach to quality assurance isready to pay off, Mills believes. "Wewere able to install a system at theBeta Test site in less time than had
been anticipated, and the equipmenthas been running superbly. You justhave to 'think prevention.'"
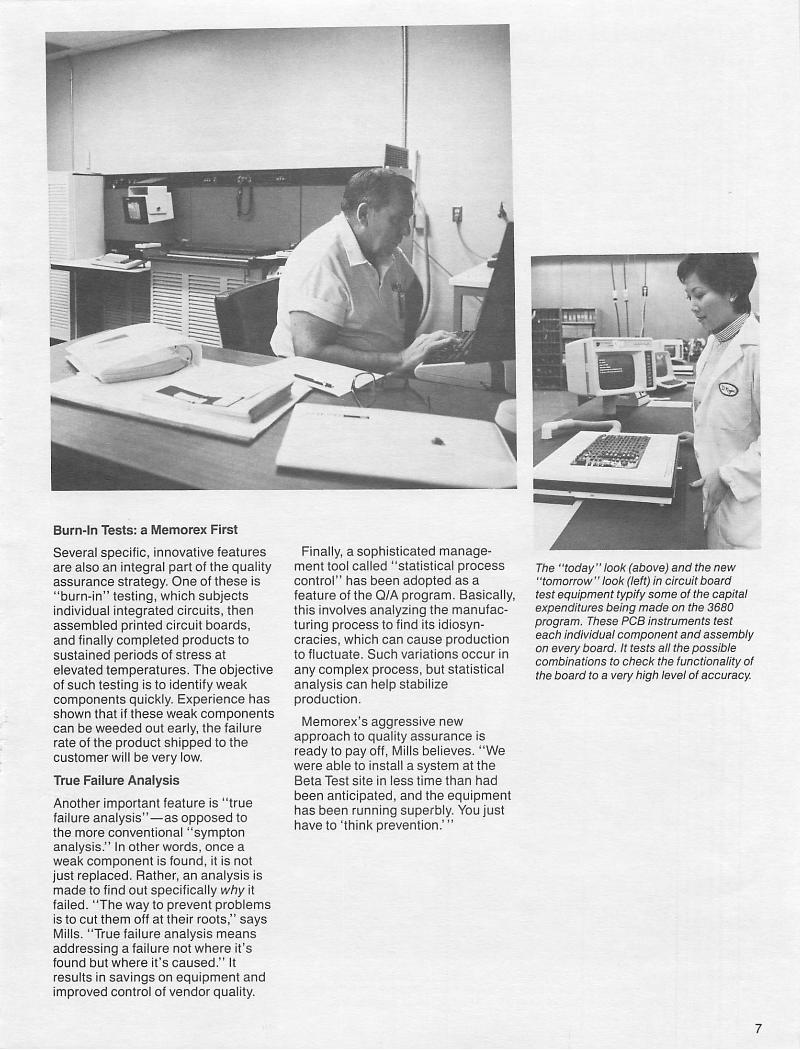
The "today" look (above) and the new"tomorrow" look (left) in circuit boardtest equipment typify some of the capitalexpenditures being made on the 3680program. These PCB instruments testeach individual component and assemblyon every board. It tests all the possiblecombinations to check the functionality ofthe board to a very high level of accuracy.
Technological Breakthroughs in the 3680:Thin-Film Heads and M Formula Media
Since the introduction of modern discdrives with ferrite heads in 1965, thestorage capacity of these subsystemshas increased nearly 100-fold andaverage access time has been cut bymore than half. Now, the consensusis that furtheradvances will requirefundamentally new technologies—read/write'heads miniaturizedusing techniques developed inthe semiconductor industry, andimproveddisc media that can supporta much greater concentration of data.
"Memorex has had to learn a wholenew set of technologies to make thenew heads," says Jeff Bryant, vicepresident and general manager of theLarge Disc Drive Division. "Ferritetechnology is reaching its limits andfor the 3680 we decided to usethin-film heads."
The density with which data can bestored magnetically on discs dependson two key parameters. First, the
number of tracks per inch along theradius ofa disc is determined by thewidth of the pole tip of the transduceron the read/write head. Ferrite headshad to be precisely machined andhand-wound in a labor-intensiveprocess. "Thin-film" heads, asthe name implies, are made bydepositing thin layers of material ona silicon wafer substrate, using'photolithographic processes.
Not only does this revolutionarytechnique produce recording headsthat are physically smaller, butthe fabrication itself can be lessexpensive, since hundreds of headsare produced simultaneously on eachwafer.
Lighter, Faster "Flight"
The second critical parameter is thenumber of bits per inch around thecircumference of a track, determinedby the frequency of magnetic flux
Jeff Bryant's weekly staff meeting encompasses many differentprofessional fields.These individuals worktogether to "Smoke out the issues." Shown above are individualsfromHuman Resources, Finance, Quality Assurance, Manufacturing, Engineering,Materials, and Thin-FilmHead Development.
8
reversals a read/write head canachieve. This depends, in turn, on theintrinsic magnetic properties of ahead and how close it can be "flown"above the surface of a spinning disc.Ferrite technology can produce acircumferential density of only about9,000 bits per inch. The thin-filmhead, because of its small size andaccurate tolerances, can achievemuch higher circumferentialdensities than older technologies.In the 3680, circumferential densityis 15,000 bits per inch.
"When we started our developmentprogram, there were only a fewthin-film heads in the world and none
were in production," says Bryant."There are still no really viablesources of these heads in the rest of
the world, and through our jointventure (Peripheral Components,Inc.) we plan to become a highvolume producer."
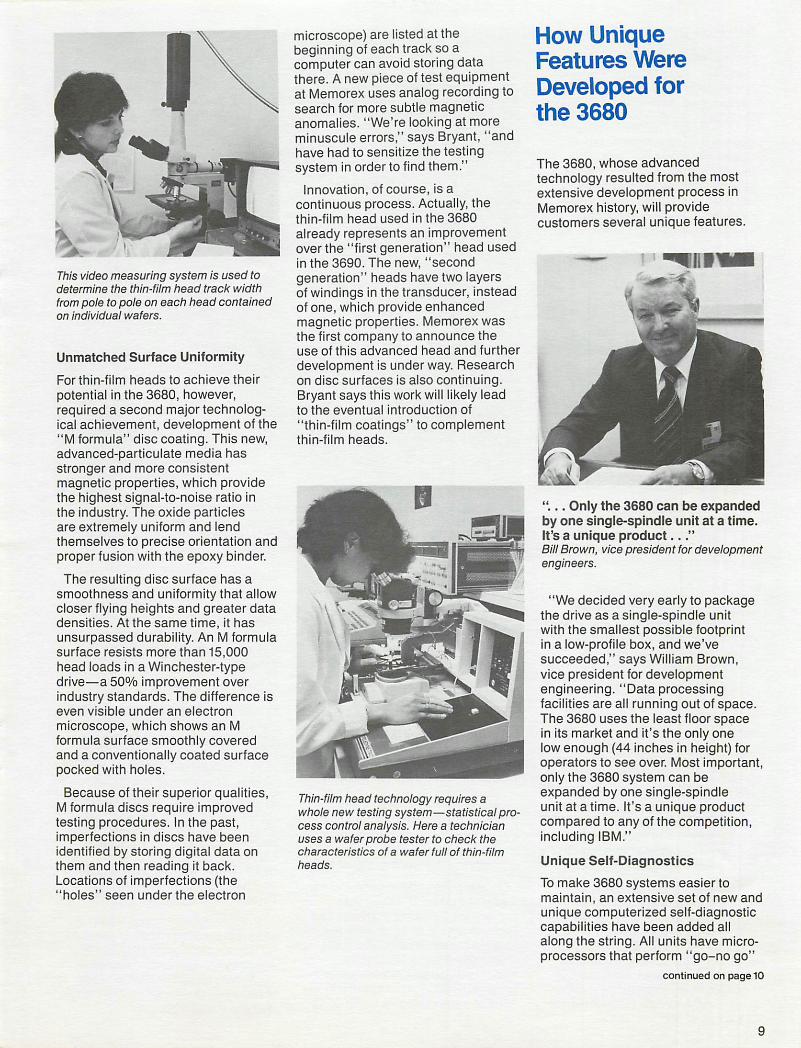
Thisvideo measuring system is used todetermine the thin-film head track widthfrom pole to pole on each head containedon individual wafers.
Unmatched Surface Uniformity
For thin-film heads to achieve theirpotential in the 3680, however,required a second major technological achievement, development of the"M formula" disc coating. This new,advanced-particulate media hasstronger and more consistentmagnetic properties, which providethe highest signal-to-noise ratio inthe industry. The oxide particlesare extremely uniform and lendthemselves to precise orientation andproper fusion with the epoxy binder.
The resulting disc surface has asmoothness and uniformity that allowcloser flying heights and greater datadensities. At the same time, it hasunsurpassed durability. An M formulasurface resists more than 15,000head loads in a Winchester-typedrive—a 50% improvement overindustry standards. The difference iseven visible under an electron
microscope, which shows an Mformula surface smoothly coveredand a conventionally coated surfacepocked with holes.
Because of their superior qualities,M formula discs require improvedtesting procedures. In the past,imperfections in discs have beenidentified by storing digital data onthem and then reading it back.Locations of imperfections (the"holes" seen under the electron
microscope) are listed at thebeginning of each track so acomputer can avoid storing datathere. A new piece of test equipmentat Memorex uses analog recording tosearch for more subtle magneticanomalies. "We're looking at moreminuscule errors," says Bryant, "andhave had to sensitize the testingsystem inorder to find them."
Innovation, of course, is acontinuous process. Actually, thethin-film head used in the 3680already represents an improvementover the "first generation" head usedin the 3690. The new, "secondgeneration" heads have two layersof windings in the transducer, insteadof one, which provide enhancedmagnetic properties. Memorex wasthe first company to announce theuse of this advanced head and furtherdevelopment is underway. Researchon disc surfaces is also continuing.Bryant says this work will likely leadto the eventual introduction of
"thin-film coatings" to complementthin-film heads.
Thin-film head technology requires awhole new testing system—statistical process control analysis. Here a technicianuses a waferprobe tester to check thecharacteristics of a wafer full of thin-film
heads.
How UniqueFeatures Were
Developed forthe 3680
The 3680, whose advancedtechnology resulted from the mostextensive development process inMemorex history, will providecustomers several unique features.
"... Only the 3680 can be expandedby one single-spindle unit at a time.It's a unique product..."BillBrown, vice president for developmentengineers.
"We decided very early to packagethe drive as a single-spindle unitwith the smallest possible footprintin a low-profile box, and we'vesucceeded," says William Brown,vice president for developmentengineering. "Data processingfacilities are all running out of space.The 3680 uses the least floor spacein its market and it's the only onelow enough (44 inches in height) foroperators to see over. Most important,only the 3680 system can beexpanded by one single-spindleunit at a time. It's a unique productcompared to any of the competition,including IBM."
Unique Self-Diagnostics
To make 3680 systems easier tomaintain, an extensive set of new andunique computerized self-diagnosticcapabilities have been added allalong the string. All units have microprocessors that perform "go-no go"
continued on page 10
test and other diagnostics automatically at powerup time. The stringcontroller also has a diagnostic unitto test the read and write functioncontinuously. And the disc drive itselfcontains two microprocessors thathave diagnostic capabilities.
One of these microprocessorschecks the drive logic. The other,called the "Diagnostic Exchange(DX)" printed circuit board, has twofunctions. First, it measures powersupply voltages and the outputvoltages of all heads, including the
Tom Idleman, Manager of AdvancedStorage Control Unit Engineering, playeda key role in the development of MAPS—maximum availability path selection available on the 3680 subsystem.
servo head. Second, if a fault islocated, it provides an exchangefunction that allows an operator toswitch drive logic units between thetwo actuators in each head discassembly (HDA).
The importance of the DX board canbest be illustrated by an example.Most malfunctions are caused bycircuit failures. If one of the two drive
logic units in the 3680 becomesinoperable, the information can stillbe retrieved by switching temporarilyover to the remaining drive logic unit.This unit can be used to transfer thedata to another disc drive and then
can be returned to its normal operation, while a customer engineer fixesthe faulty drive logic circuit.
"This arrangement allows thecustomer engineer to work onthe "B" side of a drive while thecustomer continues using the "A"side," says Brown. "By being able towork on the lowest level resource,and switch actuators using the DXfunction, we keep all data availableand cause minimum inconvenienceto the customer."
10
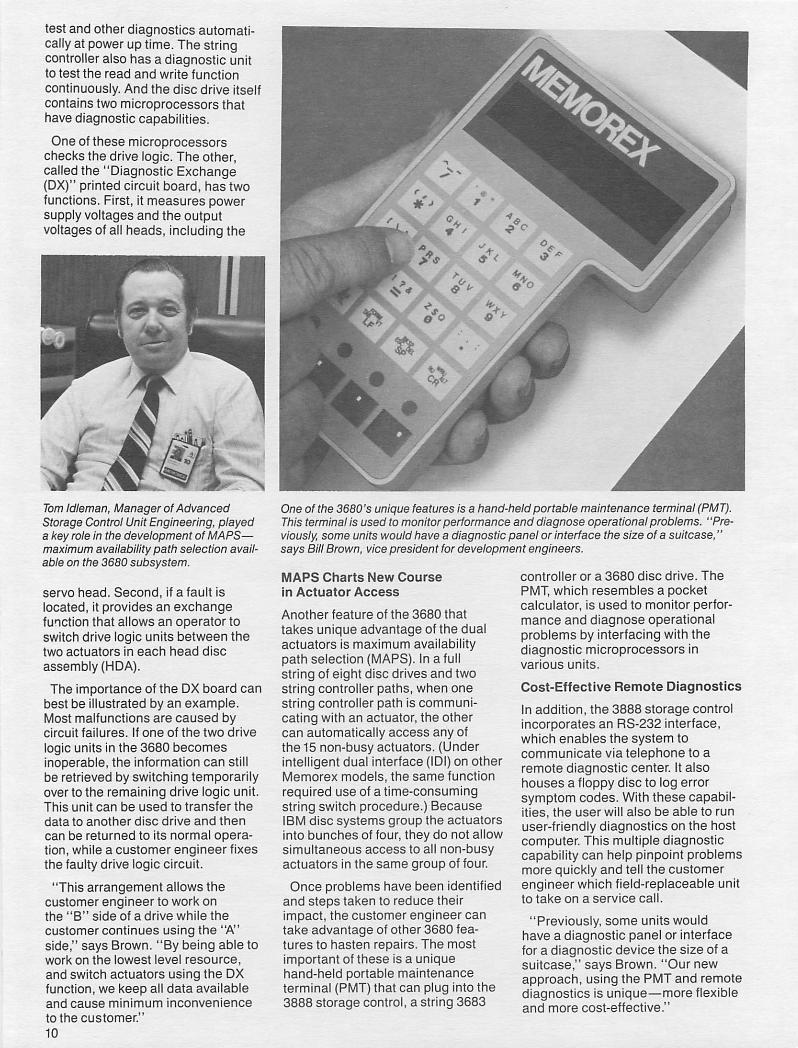
One of the 3680's unique features is a hand-held portable maintenance terminal(PMT).This terminal is used to monitor performance and diagnose operational problems. "Previously, some units would have a diagnostic panel or interface the size of a suitcase,"says BillBrown, vice president for development engineers.
MAPS Charts New Coursein Actuator Access
Another feature of the 3680 that
takes unique advantage of the dualactuators is maximum availabilitypath selection (MAPS). In a fullstring of eight disc drives and twostring controller paths, when onestring controller path is communicating with an actuator, the othercan automatically access any ofthe 15 non-busy actuators. (Underintelligent dual interface (IDI) on otherMemorex models, the same functionrequired use of a time-consumingstring switch procedure.) BecauseIBM disc systems group the actuatorsinto bunches of four, they do not allowsimultaneous access to all non-busyactuators in the same group of four.
Once problems have been identifiedand steps taken to reduce theirimpact, the customer engineer cantake advantage of other 3680 features to hasten repairs. The mostimportant of these is a uniquehand-held portable maintenanceterminal (PMT) that can plug into the3888 storage control, a string 3683
controller or a 3680 disc drive. ThePMT, which resembles a pocketcalculator, is used to monitor performance and diagnose operationalproblems by interfacing with thediagnostic microprocessors invarious units.
Cost-Effective Remote Diagnostics
In addition, the 3888 storage controlincorporates an RS-232 interface,which enables the system tocommunicate via telephone to aremote diagnostic center. It alsohouses a floppy disc to log errorsymptom codes. With these capabilities, the user will also be able to runuser-friendly diagnostics on the hostcomputer. This multiple diagnosticcapability can help pinpoint problemsmore quickly and tell the customerengineer which field-replaceable unitto take on a service call.
"Previously, some units wouldhave a diagnostic panel or interfacefor a diagnostic device the size of asuitcase," says Brown. "Our newapproach, using the PMT and remotediagnostics is unique—more flexibleand more cost-effective."
The Bottom Line:Better Performance
and Reliability
Ultimately, the worthiness of a newdisc storage subsystem is judged byusers who have had a chance to gainconsiderable experience with it. Theircriteria are straightforward: How welldoes it perform? How reliable is it?The evidence indicates a superiorrating based on looking at theadvanced physical and functionalarchitecture of the 3680.
"When we began looking at theoverall architecture of the 3680
system," recalls Alex E. Malaccorto,3680 program manager, "we realizedthat things had to change a lot. Weneeded to partition work among thevarious components differently to getbetter performance. With improvedmicroelectronics, 'intelligent'functions that were once performedonly in the storage control unit couldnow be incorporated into each discdrive."
More Efficient Communications
This change toward puttingmicroprocessors in each unit of astring allows the 3680 system tocommunicate more efficiently with itshost CPU. For example, in responseto a "seek" command from the CPU,the storage control unit of an oldersystem would first have had torequest the position of the actuatorarm from the disc drive and then
compute how far the arm shouldmove to find the required data.During this time, some other functions might have been delayed. In the3680, the computations needed toexecute a "seek" command aremade in the disc drive itself, whilethe storage control unit performsother functions.
Overall performance of oldersystems was also impaired becausediagnostic functions could only run onthe storage control unit. "Many userswould wait until 3 a.m. to run their
diagnostics so they wouldn't haveto tie up a whole string," saysMalaccorto. "Now, with distributedintelligence, we can do this at thedrive level. Memorex has developedmore advanced capabilities than anyof its competitors."
Just how much performance willbe improved by such changes infunctional architecture has been thesubject of considerable analysis."Performance has to be related tospecific jobs," Malaccorto advises."Using mathematical models for a setof typical benchmarks, we estimatethat the 3680 will show 25% to 40%better performance than the IBM3380, in terms of job throughput."The model chosen is an industrystandard model as expressed in"DASD Path and Device Contention
Considerations" byS.E. Friesenborgof IBM's Washington Systems Center.
"The Beta Test site configurationis not large enough to judge performance adequately," he says. "Therewe're focusing on functionality—andthe equipment is working beautifully. What will be needed to testperformance will be a side-by-sidecomparison between our system andthe 3380. We're confident that the
response time of the Memorex 3680will be substantially shorter atevery level of throughput." Theperformance models must be verifiedby benchmark tests. Results of thesetests are scheduled for release to the
field in late July.
Better Reliability
Reliability can be enhanced byphysical architecture. The singlespindle architecture of the 3680 hasbeen designed to be inherently morereliable. Each storage module is acomplete stand-alone unit with itsown separate power supply and airfiltration system.
Customer Satisfaction
"Equipment performance is muchmore important now, with systemsoperating 24 hours a day," Malaccorto concludes. "And reliability isvital. Previously, when a singlespindle wasn't working it meant onlyone application couldn't run. Now,so much data is involved that a
whole business might be affected.Fortunately, the performance andreliability goals of the 3680 are righton target."
"Using mathematical models fora set of typical benchmarks, weestimate that the 3680 will show
25% to 40% better performancethan the IBM 3380, in terms of jobthroughput."Alex Malaccorto, 3680 program manager.
11
MEMOREX TIMES
This special edition of the "MemorexTimes" was published by WorldwideStorage Equipment Marketing, MailStop 12-17,San Tomas at CentralExpressway, Santa Clara, CA 95052(408) 987-9877 Telex RPLUS.
Publisher, Geoff Seabrook
Editor, Louise Garnett
Writers, Paul Purdom &CompanyAndrea Martin,John Douglas
Graphic Designers,Mitchell Whitely AssociatesBillWhitely
Photography, Sam Geraci
12
A Special Thanks
A special thanks to all those individuals, who without their special efforts,this publication would have not beenpossible. Jim Allan, Bob Behlman,Bill Brown,Jeff Bryant, Tom Idleman,Alex Malaccorto, Cleayton Mills, TomMitchell, George Morones, DennisMoynahan, Peter Wood.
Foradditional copies of this issue,send order to:
California Mailing Services2247 Ringwood DriveSan Jose, CA 95131Attn: Carol Cramer
Use code number MRX-005 when filling out order form.
MEMOREXA Burroughs Company