11.03 wegmann
TRANSCRIPT

Markus Wegmann, Frank Clemensand Thomas GrauleHigh Performance Ceramics Section, SwissFederal Laboratories for Materials Testingand Research (EMPA), Dübendorf,Switzerland
Alan HendryMaterials and Metallurgy Group, Dept. ofMechanical Engineering, University ofStrathclyde, Glasgow, United Kingdom
MICROEXTRUSION OF LANTHANIDE-DOPEDBARIUM TITANATE FOR PTCR APPLICATIONS
Barium titanate (BaTiO3), in its nominally pure form at room temperature, isan electrical insulator (ρRT = 1010–1012 Ω·cm). It is rendered an n-type semicon-ductor (ρRT = 101–102 Ω·cm) when doped in the range 0.1–0.6 mol% with eithera tetravalent dopant (such as scandium, yttrium, lanthanum or almost any one ofthe lanthanide-series elements) or with a pentavalent dopant (such as niobium orantimony).1,2 When such a donor-doped BaTiO3 composition is heated through itsferroelectric–paraelectric transition temperature by either ohmic self-heating or anexternal heat source, its resistivity increases sharply by up to 7 orders of magni-tude.2-6 This positive temperature coefficient of resistivity (PTCR) effect isreversible, with the resistivity returning to its initial low value once the tempera-ture is decreased by either decreasing the current or removing the external heatsource, and the cycle can be repeated many thousands of times using the sameceramic piece.7
Patented by Haayman, Dam and Klasens in 1955,8 BaTiO3-based PTCR ceramicshave since found wide commercial use in a variety of electronic sensing, switch-ing, heating and regulating applications, usually in the form of extruded honey-combs and uniaxially pressed disks with dimensions on the scale of centimetersor millimeters.7 When a rapid response to a given change in operating conditions(e.g., voltage or ambient temperature) is desired from a PTCR element, the ther-mal masses of such physical sizes are a clear disadvantage, and, hence, there is anincentive to develop smaller devices with inherently quicker response times.
To this end, Chatterjee et al.9 tape-cast organically plasticized lanthanum-dopedBaTiO3 powders to fabricate 4 4 0.3 mm PTCR wafers and effectivelydemonstrated their superior response time in comparison with a bulk element ofthe same room-temperature resistance rating (RRT = 13.5 Ω). To access higherresistance ratings while maintaining a small thermal mass, the area of the waferperpendicular to the current flow must be decreased and its thickness increased,which in the extreme limit results in the device being a thin rod or fiber. Theobvious forming method for this geometry is extrusion.
Driven by the general commercial need for ceramic fibers for structural and elec-tronic applications, a variety of extrusion methods to fabricate amorphous andpolycrystalline fibers have been developed:
The viability of fabricating ultrasmall PTCR sensors via ceramic powder extrusion has been convincingly demonstrated.
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9501
Microextrusion of Lanthanide-Doped Barium Titanate
• Precursor methods, where a viscous preceramic solution10,11 or sol–gel composi-tion12,13 is extruded into a fiber, and the ceramic phase forms during heat-treat-ment as a result of precursor pyrolysis and sintering; and
• Ceramic powder dispersion methods, where a fine ceramic powder suspended ina viscous carrier phase is extruded into a fiber and the carrier phase is thermallyand/or chemically removed prior to sintering the ceramic component into a densebody at elevated temperature.
Although precursor methods can yield fibers of superior chemical purity, they arehandicapped by difficult stoichiometric control and high shrinkage during pyroly-sis of the preceramic constituents. Both of these problems are avoided using high-ly concentrated dispersions of previously prepared ceramic powders with thedesired stoichiometry.
The powder dispersion methods can be divided further into the classes dry-spinning, wet-spinning and melt-spinning. For the first two methods, ceramicpowder is dispersed in a solution of polymeric binder(s) and aqueous or organicsolvent(s) to facilitate extrusion. In dry-spinning, the fibers are extruded into anambient or warm gaseous atmosphere, where the fibers solidify because of evapo-ration of the solvent phase.14,15 In wet-spinning, the fibers are extruded into a liq-uid bath, which effects a solidifying phase inversion in the fibers by extraction ofthe solvent.16,17
The chemical complexity of the dry-spinning and wet-spinning classes is largelyavoided in melt-spinning, where a blend of ceramic powder and thermoplasticpolymeric binder is extruded at elevated temperature, and solidification of thefiber occurs upon cooling.18,19 It was this latter route that was chosen in 1996 bythe High Performance Ceramics Section at the Swiss Federal Laboratories forMaterials Testing and Research (EMPA), Dübendorf, Switzerland, to fabricateceramic fibers from a variety of submicron powders of struc-tural and electronic ceramics.
Initially applied to fabricate chopped-fiber felts of semicon-ducting (La,Sr)MnO3 for use in solid oxide fuel cells, theprocess since has been used with a selection of thermoplasticand water-based binder systems to extrude continuous fibersbetween 300 and 50 µm in diameter of Al2O3, SiC, Si3N4,ZrSiO4, partially stabilized ZrO2, Pb(Zr,Ti)O3 for piezoelec-tric actuator applications and an electrically conductiveZrB2/SiC composite for spark-erosion electrode applica-tions.20,21 In the current work, the process was adapted incooperation with the Materials and Metallurgy Group of theMechanical Engineering Dept. at Strathclyde University,Glasgow, U.K., to fabricate rapid-response rod-shaped PTCRelements of 0.3 mm diameter and smaller.
POWDER PREPARATION
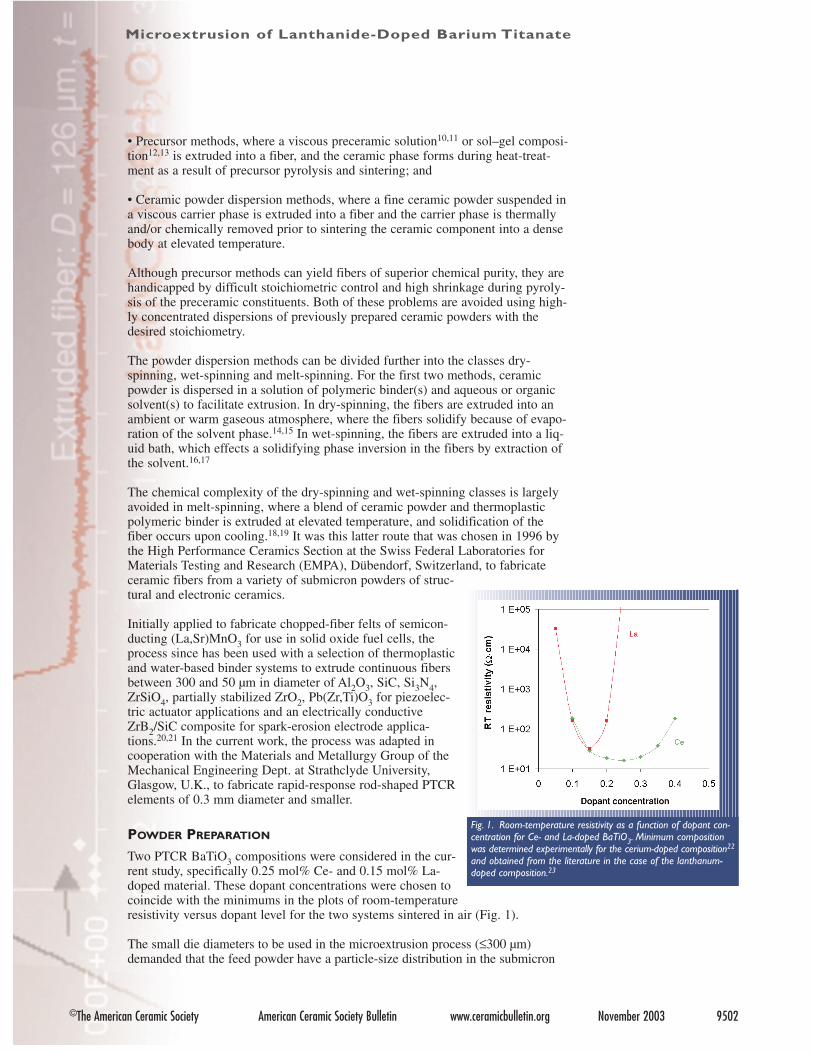
Two PTCR BaTiO3 compositions were considered in the cur-rent study, specifically 0.25 mol% Ce- and 0.15 mol% La-doped material. These dopant concentrations were chosen tocoincide with the minimums in the plots of room-temperatureresistivity versus dopant level for the two systems sintered in air (Fig. 1).
The small die diameters to be used in the microextrusion process (≤300 µm)demanded that the feed powder have a particle-size distribution in the submicron
Fig. 1. Room-temperature resistivity as a function of dopant con-centration for Ce- and La-doped BaTiO3. Minimum compositionwas determined experimentally for the cerium-doped composition22
and obtained from the literature in the case of the lanthanum-doped composition.23
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9502
range. Because of the unavailability of submicron lanthanide-doped BaTiO3, a suitably sized pure powder (Ticon F, FerroElectronic Materials, Niagara Falls, N.Y.) (Fig. 2) was coated withdopant nitrates, which were then calcined to yield the respectiveoxides. Coating was achieved by dissolving the desired nitrate(either Ce(NO3)3·6H2O or La(NO3)3·6H2O; both 99.9+% pure,Sigma-Aldrich Chemical Co., Milwaukee, Wis.) in deionized waterand dispersing the BaTiO3 powder in the resulting solution. Thewater then was driven off at 80°C under constant mechanical agita-tion. The dried powder was crushed with an agate mortar and pes-tle and subsequently calcined.
Thermal mechanical analysis (TMA; Model 1500, StantonRedcroft/PL Thermal Sciences Ltd., Surrey, U.K.) revealed theonset of sintering of the base BaTiO3 powder at 900°C. Thus, to
prevent powder agglomeration during calcination of the coatings, decompositionconditions below this temperature had to beused. With the aid of thermal gravimetricanalysis (TGA; Model 1640 STA, StantonRedcroft/PL Thermal Sciences Ltd., Surrey,U.K.) of the pure nitrates in air, heating at5°C/min to 750°C and holding 1 h wasdetermined to be more than sufficient tocompletely convert the nitrates to the oxidesCeO2 and La2O3 (Fig. 3).22 Subsequent cal-cining of powder batches for extrusion wasperformed in alumina crucibles under staticair in a box furnace (Model RHF 16/31600°C, Carbolite, Hope Valley, U.K.).
The tendency for exaggerated grain growthin BaTiO3 during sintering also required thata suitable sintering aid be added to the pow-der. The sintering aid of the composition4Al2O3·9SiO2·3TiO2 (AST)24 was utilized at aconcentration of 1 mol%, based on BaTiO3 after sintering trials revealed this con-centration to yield the best combination of sintered density and microstructuraluniformity.22
Because the sintering aid powders chosenpossessed particle-size distributions in thenanoscale range and were deemed prone toaggregation at calcining temperatures, theywere added to the powder after calcinationof the dopant coatings. Al2O3 (high-purity,BDH/Merck), SiO2 (99.8% purity, Sigma-Aldrich) and TiO2 (99.9% purity, Alfa Aesar,Danvers, Mass.) powders were ultrasonicallydispersed in deionized water, and calcinedtitanate powder then was stirred into this
suspension. Drying and crushing was performed as before. Particle-size analysis(PSA; Model Mastersizer X, Malvern Instruments Ltd., Worcester, U.K.) andscanning electron microscopy (SEM; Model JSM-6300F field emission micro-scope, JEOL Corp. Ltd., Tokyo, Japan) revealed that the above procedures result-ed in only slight coarsening/agglomeration of the parent BaTiO3 powder, whichwould not interfere with the extrusion process (Table I).
Microextrusion of Lanthanide-Doped Barium Titanate
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9503
Fig. 2. SEM micrograph of the as-received base BaTiO3powder (d50 = 0.5 µm, d90 = 0.8 µm).
Fig. 3. TGA weight-loss curve against time for cerium andlanthanum nitrates (5°C/min to 750°C, 3 h dwell, static air).Conversion to the oxides CeO2 and La2O3 is substantiallycompleted during the heating ramp.
Table I. Representative Particle-Size Distributions of As-Received and Calcined Coated Powders
_________________________________________________________________________Size distribution (mm)
_______________________________________Powder d10 d50 d90_________________________________________________________________________Ticon F, as-received 0.5 0.80.25 mol% cerium, 1 mol% AST 0.2 0.6 2.30.15 mol% lanthanum, 1 mol% AST 0.2 0.5 2.0

Microextrusion of Lanthanide-Doped Barium Titanate
FEEDSTOCK PREPARATION AND EXTRUSION
The powder premixes were blended at 80ºC with paraffin-wax binder(Tm = 51ºC, Sigma-Aldrich/Fluka) and stearic acid surfactant (PhHelv, Sigma-Aldrich). Mixing was performed in an electrically heateddouble-sigma-blade mixer of 90 cm3 capacity attached to a torquerheometer (Model Rheomix 600/Rheocord 9000, Thermo Haake,Karlsruhe, Germany). The preheated mixer was first partially filledwith ceramic powder, and, once the powder reached the mixing tem-perature, the surfactant polymer and more ceramic powder were slow-ly added, followed by the paraffin wax and the remaining powder.
The mixer was filled to 90% of its rated capacity and feedstocks werehomogenized until the measured torque reached an equilibrium value,however, always for at least 1 h. Incremental increases in the solidsloading of the cerium-doped feedstocks beyond 50 vol% showed thatthis system possessed a loading limit of ~60 vol% (Fig. 4). This max-imum loading was subsequently also applied to the lan-thanum-doped feedstocks without further experimentation.
Feedstocks were extruded through circular cross-section sap-phire dies with exit diameters of 300, 150, 100, 80 and 60 µmat 55 and 80ºC using a vertical laboratory ram extruder(Model 232-16DT-60/200, Loomis Products KahlefeldGmbH, Kaiserslautern, Germany)(Fig. 5). To facilitate extru-sion of fibers with this instrument, an insert with a secondaryram and cylinder (5 mm diameter, 8 cm length) was devisedto fit into the end of the existing barrel. Depending on the ramvelocity and the die diameter, the feedstocks experiencedapparent shear rates between 700 and 160,000 s-1 during theextrusion process.
Extrudability was generally better at 55 than at 80°C, and thelanthanum-doped feedstocks always exhibited superiorextrudability compared with their cerium-doped counterpartsunder equivalent conditions. For example, at 50 vol% solids,the minimum extrudable diameter for the lanthanum-dopedsystem was 100 µm, but the cerium-doped system yieldedonly 300 µm fibers. At 60 vol% solids, these values weredecreased to 60 and 80 µm, respectively (Fig. 6). Theseextrudability differences were believed to be caused bychanges in the surface concentration of the stearic acid on the
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9504
Fig. 4. Equilibrium torque at the conclusion of homog-enization plotted as a function of solids loading forfeedstocks of Ce-coated BaTiO3. Approach to the load-ing limit was accompanied by a concomitant increasein the mixing time required to reach the equilibriumtorque plateau.
Fig. 5. Schematic of the laboratory ram extruder adapted toproduce microextrudates.
Fig. 6. SEM micrographs of green 60 vol% solids (a) cerium-doped and (b) lanthanum-doped fibers extruded at 55°C.At 60 vol% loading, the extrudates exhibited ~4 and 1% die-swell, respectively (measured relative to 300 µm die). At 50 vol%, both composi-tions exhibited ~4% die-swell.
ceramic powder under the influence of temperature and surface chem-istry (i.e., dopant coating), with higher extrusion temperatures and thepresence of CeO2 at the particle surfaces resulting in decreasedadsorption of the surfactant.22,25
DEBINDING AND SINTERING
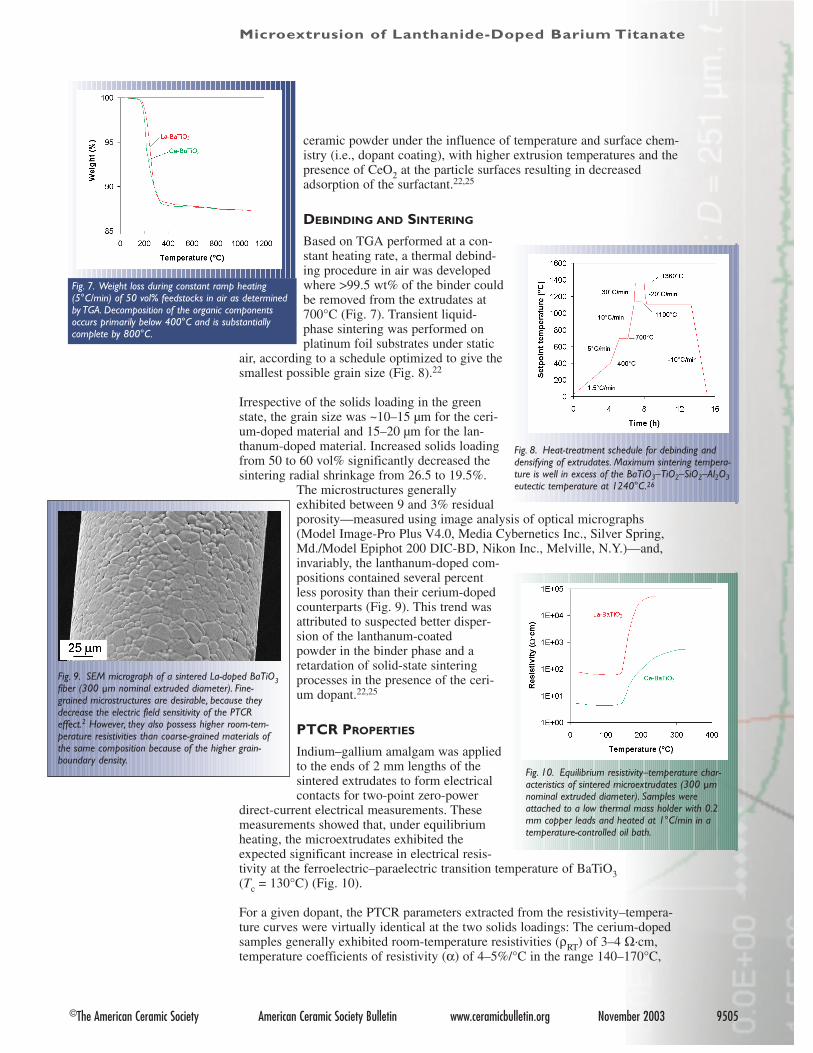
Based on TGA performed at a con-stant heating rate, a thermal debind-ing procedure in air was developedwhere >99.5 wt% of the binder couldbe removed from the extrudates at700°C (Fig. 7). Transient liquid-phase sintering was performed onplatinum foil substrates under static
air, according to a schedule optimized to give thesmallest possible grain size (Fig. 8).22
Irrespective of the solids loading in the greenstate, the grain size was ~10–15 µm for the ceri-um-doped material and 15–20 µm for the lan-thanum-doped material. Increased solids loadingfrom 50 to 60 vol% significantly decreased thesintering radial shrinkage from 26.5 to 19.5%.
The microstructures generally exhibited between 9 and 3% residualporosity—measured using image analysis of optical micrographs(Model Image-Pro Plus V4.0, Media Cybernetics Inc., Silver Spring,Md./Model Epiphot 200 DIC-BD, Nikon Inc., Melville, N.Y.)—and,invariably, the lanthanum-doped com-positions contained several percentless porosity than their cerium-dopedcounterparts (Fig. 9). This trend wasattributed to suspected better disper-sion of the lanthanum-coated powder in the binder phase and aretardation of solid-state sinteringprocesses in the presence of the ceri-um dopant.22,25
PTCR PROPERTIES
Indium–gallium amalgam was appliedto the ends of 2 mm lengths of thesintered extrudates to form electricalcontacts for two-point zero-power
direct-current electrical measurements. Thesemeasurements showed that, under equilibriumheating, the microextrudates exhibited theexpected significant increase in electrical resis-tivity at the ferroelectric–paraelectric transition temperature of BaTiO3(Tc = 130°C) (Fig. 10).
For a given dopant, the PTCR parameters extracted from the resistivity–tempera-ture curves were virtually identical at the two solids loadings: The cerium-dopedsamples generally exhibited room-temperature resistivities (ρRT) of 3–4 Ω·cm,temperature coefficients of resistivity (α) of 4–5%/°C in the range 140–170°C,
Microextrusion of Lanthanide-Doped Barium Titanate
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9505
Fig. 7. Weight loss during constant ramp heating(5°C/min) of 50 vol% feedstocks in air as determinedby TGA. Decomposition of the organic componentsoccurs primarily below 400°C and is substantiallycomplete by 800°C.
Fig. 8. Heat-treatment schedule for debinding anddensifying of extrudates. Maximum sintering tempera-ture is well in excess of the BaTiO3–TiO2–SiO2–Al2O3eutectic temperature at 1240°C.26
Fig. 9. SEM micrograph of a sintered La-doped BaTiO3fiber (300 µm nominal extruded diameter). Fine-grained microstructures are desirable, because theydecrease the electric field sensitivity of the PTCReffect.2 However, they also possess higher room-tem-perature resistivities than coarse-grained materials ofthe same composition because of the higher grain-boundary density.
Fig. 10. Equilibrium resistivity–temperature char-acteristics of sintered microextrudates (300 µmnominal extruded diameter). Samples wereattached to a low thermal mass holder with 0.2mm copper leads and heated at 1°C/min in atemperature-controlled oil bath.
Microextrusion of Lanthanide-Doped Barium Titanate
and resistivity ratios (ρmax/ρRT) on theorder of 1 102. The equivalent val-ues determined for the lanthanum-doped material were 15–25 Ω·cm,7–8%/°C and 4 102, respectively.
Compared with the published litera-ture (e.g., ρRT = 100 Ω·cm, α =20%/°C and ρmax/ρRT = 2.0 106 forlanthanum-doped BaTiO3),
27 our val-ues were relatively low and could notbe significantly increased by manipu-lating the sintering schedule (heatingrate, maximum sintering temperature,cooling rate and oxidative hold belowthe eutectic temperature). Based onthis insensitivity to the sinteringparameters and the known property ofmetallic donor dopants (e.g., iron andmanganese) at ppm concentrations toincrease the aforementioned parame-ters,6 the lower than expected resultswere attributed to utilizing high-purityraw materials and successfully pre-venting metal contamination of theceramics during processing.
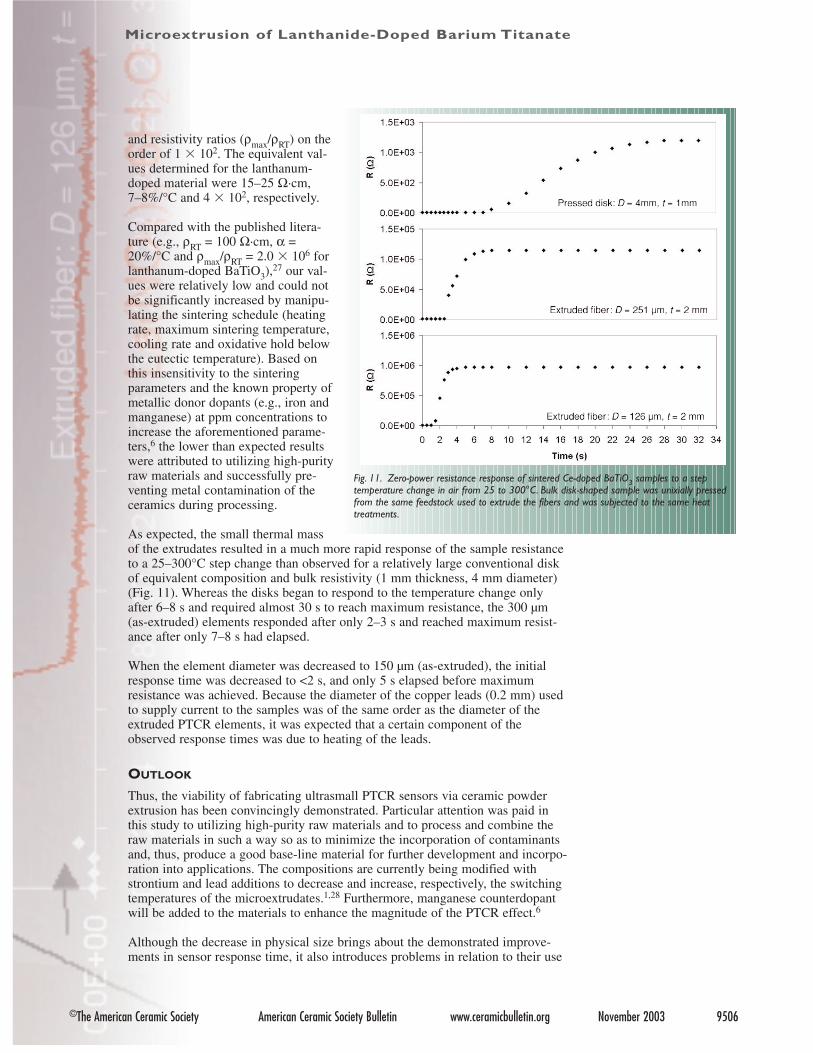
As expected, the small thermal massof the extrudates resulted in a much more rapid response of the sample resistanceto a 25–300°C step change than observed for a relatively large conventional diskof equivalent composition and bulk resistivity (1 mm thickness, 4 mm diameter)(Fig. 11). Whereas the disks began to respond to the temperature change onlyafter 6–8 s and required almost 30 s to reach maximum resistance, the 300 µm(as-extruded) elements responded after only 2–3 s and reached maximum resist-ance after only 7–8 s had elapsed.
When the element diameter was decreased to 150 µm (as-extruded), the initialresponse time was decreased to <2 s, and only 5 s elapsed before maximumresistance was achieved. Because the diameter of the copper leads (0.2 mm) usedto supply current to the samples was of the same order as the diameter of theextruded PTCR elements, it was expected that a certain component of theobserved response times was due to heating of the leads.
OUTLOOK
Thus, the viability of fabricating ultrasmall PTCR sensors via ceramic powderextrusion has been convincingly demonstrated. Particular attention was paid inthis study to utilizing high-purity raw materials and to process and combine theraw materials in such a way so as to minimize the incorporation of contaminantsand, thus, produce a good base-line material for further development and incorpo-ration into applications. The compositions are currently being modified withstrontium and lead additions to decrease and increase, respectively, the switchingtemperatures of the microextrudates.1,28 Furthermore, manganese counterdopantwill be added to the materials to enhance the magnitude of the PTCR effect.6
Although the decrease in physical size brings about the demonstrated improve-ments in sensor response time, it also introduces problems in relation to their use
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9506
Fig. 11. Zero-power resistance response of sintered Ce-doped BaTiO3 samples to a steptemperature change in air from 25 to 300°C. Bulk disk-shaped sample was unixially pressedfrom the same feedstock used to extrude the fibers and was subjected to the same heattreatments.

Microextrusion of Lanthanide-Doped Barium Titanate
in practical applications. As the diameters become smaller, the microextrudatesbecome progressively more fragile and difficult to handle in the green and sinteredstates. This was demonstrated here by the lack of success in sintering and charac-terizing fibers with extruded diameters <150 µm.
Increases in green strength can be effected through the carefully limited additionof longer-chained polymers (e.g., polyethylene, polypropylene) to the feedstocks,while the sintered mechanical properties can probably be improved by modifyingthe processing scheme to decrease the volume fraction of residual porosity and theaverage grain size in relation to the fiber diameter of the sintered materials.
AcknowledgmentsThe authors thank all the involved academic and technical staff at Strathclyde University and
EMPA for their contributions to this work and Ferro Electronic Materials for their generouscontribution of Ticon F powder. Financial support was provided through a Ph.D. researchstudentship at Strathclyde University and internal funding resources at EMPA.
Editor’s NoteThis paper is based on the Ph.D. thesis, “Microextrusion of Barium Titanate for PTCR
Applications,” by Markus R. Wegmann, accepted June 2002 by the Mechanical Engineering Dept.,University of Strathclyde, Glasgow, U.K.
References1A.J. Moulson and J.M. Herbert, Electroceramics. Chapman & Hall, London, 1990.2W. Heywang, “Semiconducting Barium Titanate,” J. Mater. Sci., 6, 1214–24 (1971).3W. Heywang, “Bariumtitanate als Sperrschichthalbleiter,” Solid State Electron., 3, 51-58
(1961).4G.H. Jonker, “Some Aspects of Semiconducting Barium Titanate,” Solid State Electron., 7,
895-903 (1964).5J. Daniels, K.H. Härdtle and R. Wernicke, “The PTC Effect of Barium Titanate,” Philips Tech.
Rev., 38 [3] 73-82 (1978/79).6B. Huybrechts, K. Ishizaki and M. Takata, “Review: The Positive Temperature Coefficient of
Resistivity in Barium Titanate,” J. Mater. Sci., 30, 2463–74 (1995).7R. Buchanan (ed.), Ceramic Materials for Electronics. Marcel Dekker, New York, 1986.8P. Haayman, R. Dam and H. Klasens, “Verfahren zur Herstellung halbleitenden Materials,”
German Pat. No. 929 350, 1955.9S. Chatterjee, K. Sengupta and H. Maiti, “A Miniature PTC-Thermistor-Based Sensor Element
Fabricated by Tape Casting Technique,” Sens. Actuators, B60, 155–60 (1999).10S. Horikiri, K. Tsuji, Y. Abe, A. Fukui and E. Ichiki, “Process for Producing Alumina Fiber or
Alumina–Silica Fiber,” U.S. Pat. No. 410 615, 1978.11R.M. Laine, K.A. Youngdahl, R.A. Kennish, M.L. Hoppe, Z.-F. Zhang and J. Ray,
“Superconducting Fibers from Organometallic Precursors, Part 2: Chemistry and Low-Temperature Processing,” J. Mater. Res., 6 [5] 895–907 (1991).
12M. Sekine and S. Katayama, “Process for Preparing Oxynitride Ceramic Fibers,” U.S. Pat. No.5 114 887, 1992.
13S. Yoshikawa, U. Selvaraj, P. Moses, J. Witham, R. Meyer and T. Shrout, “Pb(Zr,Ti)O3 (PZT)Fibers—Fabrication and Measurement Methods,” J. Intell. Mater. Syst. Struct., 6, 152–58 (1995).
14A. Pearson and L.D. Hart, “Production of Continuous Ceramic Fibers,” U.S. Pat. No. 4 071 594, 1978.
15S.D. Nunn, D. Popovic, S. Baskaran, J.W. Halloran, G. Subramanian and S.G. Bike,“Suspension Dry Spinning and Rheological Behavior of Ceramic-Powder-Loaded PolymerSolutions,” J. Am. Ceram. Soc, 76 [10] 2460–64 (1993).
16H. Konishi, T. Takamura, H. Kaga and K. Katsuse, “A New Fabrication Process for High-TcSuperconducting Oxide Ceramic Fibres,” Jpn. J. Appl. Phys. Lett., 28 [2] L241–L243 (1989).
17J.D. French, G.E. Weitz, J.E. Luke, R.B. Cass, B. Jadidian, V. Janas and A. Safari, “Productionof Continuous Piezoelectric Fibers for Sensor/Actuator Applications”; pp. 867–70 in Proceedingsof the Tenth IEEE International Symposium on Applications of Ferroelectrics, Vol. 2, 1996.
18S. Suemura, “Ceramic Fiber and Production Thereof,” Jpn. Pat. No. JP63190022, 1988.19D. Popovic, J.L. Lombardi and B.H. King, “Fabrication and Mechanical Properties of Polymer
Melt Spun Yttrium Aluminum Garnet (YAG) Fiber,” Ceram. Eng. Sci. Proc., 18 [3] 65–72 (1997).20M. Wegmann, B. Gut and K. Berroth, “Extrusion of Polycrystalline Ceramic Fibers,” Ceram.
Forum Int., 75 [10] 35–37 (1998).
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9507

21F. Clemens, W. Buchser and T. Graule, “Shaping Silicon Carbide Powder into Fibers byExtrusion Process”; pp. 351–58 in Proceedings of the 2nd International Conference on Shapingof Advanced Ceramics (Gent, Belgium, Oct. 24–26, 2002).
22M. Wegmann, “Microextrusion of Barium Titanate for PTCR Applications”; Ph.D. Thesis.University of Strathclyde, Glasgow, Scotland, June 2002.
23C. Peng and H. Lu, “Compensation Effect in Semiconducting Barium Titanate,” J. Am. Ceram.Soc., 71 [1] C-44–C-46 (1988).
24Y. Matsuo, M. Fujimura, H. Sasaki, K. Nagase and S. Hayakawa, “Semiconducting BaTiO3with Additions of Al2O3, SiO2 and TiO2,” Am. Ceram. Soc. Bull., 47 [3] 292–97 (1968).
25M. Wegmann, F. Clemens, T. Graule and A. Hendry, “Dispersion of Lanthanide-Coated BariumTitanate in a Paraffin-Based Extrusion Binder System,” J. Am. Ceram. Soc., to be submitted.
26Y. Matsuo and H. Sasaki, “Exaggerated Grain Growth in Liquid-Phase Sintering of BaTiO3,” J.Am. Ceram. Soc., 54, 471 (1971).
27V. Ravi and T.R.N. Kutty, “Influence of Cubic Perovskite Phase Content on the PositiveTemperature Coefficient of Resistance of n-Type BaTiO3 Ceramics,” Mater. Sci. Eng., B10, 41–52(1991).
28J.G. Fagan and V.R.W Amarakoon, “Reliability and Reproducibility of Ceramic Sensors: Part II,PTC Thermistors,” Am. Ceram Soc. Bull., 72 [2] 69–76 (1993).
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org November 2003 9508
Microextrusion of Lanthanide-Doped Barium Titanate